Cart
0
Product
Products
empty
No products
To be determined
Shipping
0,00 €
Tax
0,00 €
Total
Product successfully added to your cart
0 products in the cart 1 product in the cart
Quantity:
Blog
Discover the latest news, tips and tricks about 3D printing. We continually analyze and test new products and materials, in order to ensure the traceability and quality of our entire catalog, sharing our conclusions and our experience.

Which filament dryer should you choose?
Choosing the right filament dryer is pivotal in achieving impeccable 3D printing outcomes. Dive into our newest blog post where we talk about the best filament dryer options on the market right now. In this blog post you will also discover the essential factors to contemplate when choosing a filament dryer, such as efficacy in moisture management or compatibility with diverse filament types and 3D printers.

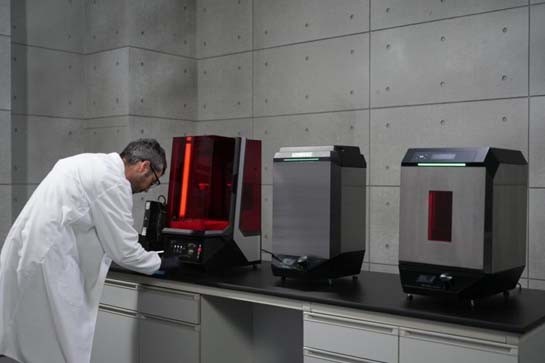
Top 5 brands of CNC machines and laser cutters/engravers
In the realm of manufacturing, CNC machining and laser cutting and engraving play pivotal roles in both subtractive and additive processes. These technologies complement each other in providing versatile solutions for crafting intricate designs with high precision on a wide range of materials. When integrated into a 3D printing workflow, CNC machines and laser engraving and cutting devices enhance the overall manufacturing process.
High speed FDM 3D printing with supports
BASF and Xioneer join efforts to validate the Xioneer VXL soluble support filaments for the BASF Ultrafuse materials, thsus solving one of the limitations in high speed FDM 3D printing - the lack of specialized support materials that could keep up with the elevated extrusion speeds.
Raise3D introduces the DF2 Solution at Formnext
Raise 3D announces the DF2 Solution at Formnext, marking a significant milestone for their professional and industrial solutions.
How much can you print from 1kg of SLS powder?
The main advantage of compact SLS 3D printers is material efficiency. With the proper laminating, printing and post-processing practices, the production costs can be further optimized and 1 kg of SLS powder can be used to its maximum potential.
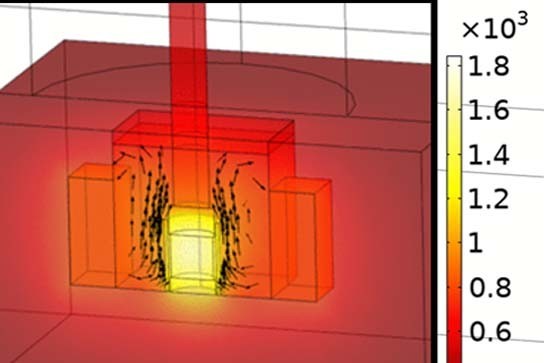
Zetamix in laboratories: microwave sintering
Microwave sintering presents numerous advantages over conventional sintering but it has its limitations too. Read how the French CRISMAT labs overcame those in a microwave sintering experiment featuring susceptors 3D printed with the Zetamix White Zirconia filament.

Gadgets, games and crafts with FDM 3D printing
FDM 3D printing is one of the most accessible additive manufacturing technologies for those who want to create their own personalized functional gadgets, decorations, toys, games, dioramas and more. Find out what and how you can make with your FDM 3D printer.
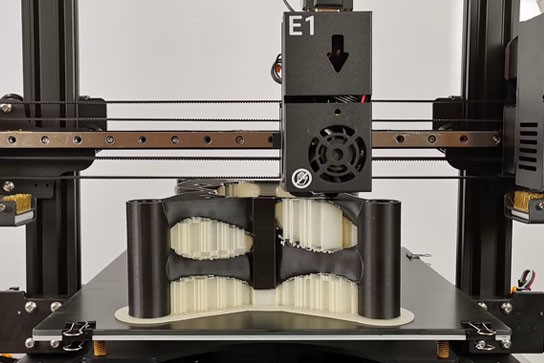
High-speed 3D printing
Recently, the concept of high-speed FFF 3D printing has become very popular with the launch of the Hyper FFF kit for Raise3D's Pro3 series, followed by high-speed print features on the Bambu Lab X1, Ankermake M5, Prusa MK4 and Creality K1. Are these promises of up to 5 times faster print speeds without compromising on quality realistic?
Categories
Popular Articles
-
 Common problems and solutions in 3D printing ene 15, 2020
Common problems and solutions in 3D printing ene 15, 2020 -
 What is the flow of 3D printing and how to adjust it dic 13, 2017
What is the flow of 3D printing and how to adjust it dic 13, 2017 -

-
 What is PETG? ene 16, 2019
What is PETG? ene 16, 2019 -
 PETG vs ABS vs ASA feb 04, 2019
PETG vs ABS vs ASA feb 04, 2019
