SLS 3D printing (Selective Laser Sintering) has revolutionized the way complex three-dimensional objects are created, offering unparalleled freedom of design and versatility in material selection. This groundbreaking technology employs lasers and powdered materials to build objects layer by layer, opening up a world of possibilities for various industries, from prototyping to production.
SLS powder is typically supplied in bulk quantities, commonly measured in kilograms or liters. Suppliers tend to offer SLS powders in various package sizes to accommodate different user needs, ranging from small quantities, such as a few kilograms, to larger quantities, such as tens or hundreds of kilograms. The choice of powder quantity depends on the scale of the intended 3D printing projects and the frequency of material usage.
Knowing the printing capacity of 1 kg of SLS powder has numerous benefits. Not only allows the users to optimize resources and better manage costs, but also to better schedule and scale projects, as well as optimize client satisfaction and reduce lead times. The volume of 1 kg of SLS powder can vary depending on the specific material being used (its density) but as a general approximation, 1 kg of SLS powder is often estimated to occupy a volume of approximately 2 to 2.5 liters. The question is: how many parts or how big of a part can this amount of SLS powder print? The answer depends on many factors.
What factors play a role?
The amount that can be printed with 1 kg of SLS (Selective Laser Sintering) powder will largely depend on the specific powder material, part size and complexity, or the desired level of detail. Nevertheless, there are three main factors that should be considered at the time of designing, printing and post-processing, in order to get the most of a given amount of SLS powder in a given project. These factors are:
How much can be 3D printed with 1 kg of SLS powder will be demonstrated on the example of the PA12 Industrial SLS powder by Sinterit and the Lisa X compact SLS 3D printer. Part orientation, pack density, and powder refreshment will be taken into account. These concept will be first explained briefly and then the Sinterit example will be discussed, providing specific printing parameters and final results of how much powder was used.
Part orientation
Part orientation is a critical aspect of SLS 3D printing that significantly impacts the quality of printed parts in terms of surface finish, structural integrity (warping and distortion) and mechanical properties, as well as support requirements. However, part orientation also affects the amount of powder required for the print. The taller the part/arrangement, the more layers are required, and hence the more powder will be used.
Recommendations for part orientation
When printed flat on the long side, a cuboid of 100 x 10 x 10 mm will have only 57-133 layers (depending on the chosen accuracy). But if the same cuboid is twisted 45º only in Y, the number of layers needed to execute the part will increase almost sevenfold. This may seem like a perfect opportunity to save material by choosing a horizontal over a vertical orientation but in doing so, we are risking warping and bending of the part.
As 3D printed parts cool down after being printed, temperature differentials can lead to thermal stress. The corners of a part tend to cool faster than the interior, causing uneven shrinkage. This can result in warping, especially if the cooling happens rapidly or if the material has a high coefficient of thermal expansion.
It should be kept in mind that not every part can be printed flat due to potential warping and bending issues, and in such cases the best orientation should be chosen regardless of the layers and material that is going to be required to build the part.
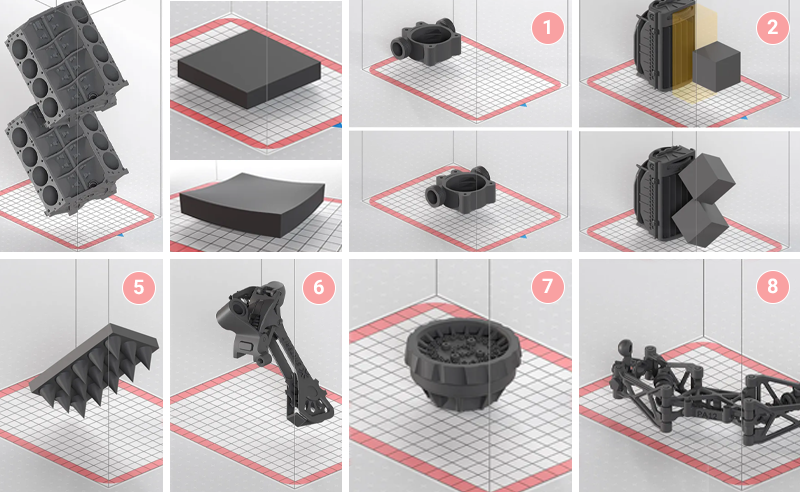
Image 1: Recommendations for part orientation in SLS 3D printing. Source: Sinterit.
The other golden rules of part positioning for best results in SLS 3D printing include:
- Placing the model at the bottom center of the print bed (for better heat distribution) and adding more models towards the edges and from the bottom upwards.
- Models should also be distributed evenly (with gaps larger than 4 mm).
- Smaller models can be placed within bigger ones for further optimization.
- It is desirable to have the same printing area in each layer if possible.
- If the goal is very smooth surface finish, parts should be positioned facing down (bottom parts tend to be the smoothest with SLS 3D printing).
- If sharp edges or details are required, the opposite should be done (parts facing upwards).
- For achieving dimensional accuracy in parts featuring holes, channels and openings, those elements should be placed parallel to the Z-axis.
- The same applies to moving parts which should also have a functional gap of 0.2-0.5 mm clearance between the moving elements.
The example
Warping issues aside, to demonstrate how much can be printed with 1 kg (2 l) of PA12 Industrial on Lisa X, a simple cog design will be used. For this particular design a flat orientation is perfect as it guarantees sharpness of the gear details, as well as better heat distribution upwards though the holes and perforations. This risk is also reduced due to the cylindric shape of the gear since cylinders do not have corners.
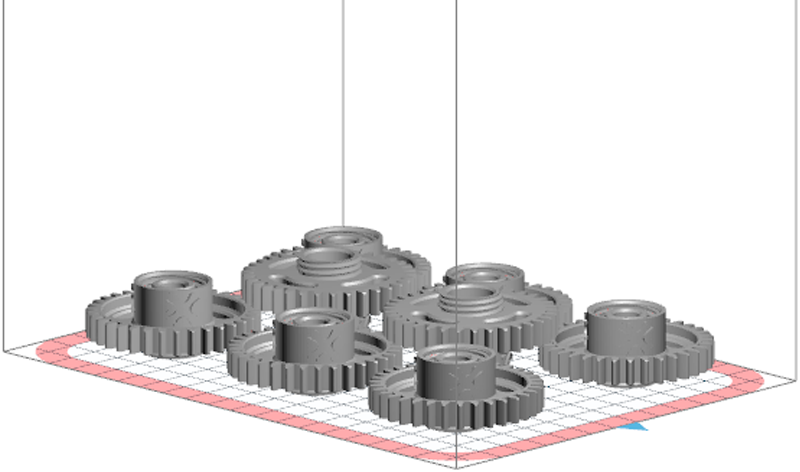
Image 2: Eight cogs were fitted onto one build plate. Source: Sinterit.
All that taken into account, eight cogs could be fitted thans to a flat arrangement. Once the design had been laminated with the layer height of 0.125 mm, the estimated amount of needed powder came in at about 1.92 l (so slightly less than 1 kg). Furthermore, once the print was completed, the unsintered powder had to be refreshed to be viable for further printing. This process required adding about 0.54 l of fresh SLS powder (about 0.3 kg) to the recollected unsintered powder.
Pack density
Pack density plays a crucial role in SLS 3D printing as it influences both the cost and quality of printed parts. Pack density refers to the arrangement of parts within the printing chamber, determining how tightly they are packed together. A higher pack density means more parts can be printed simultaneously, maximizing the utilization of the available powder and reducing material costs per part.
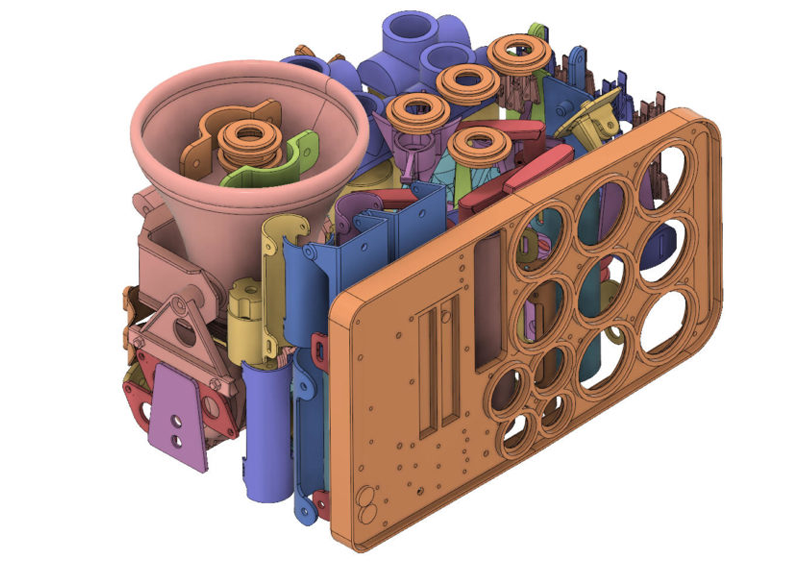
Image 3: A print bed packed to about 40 %. Source: Sinterit.
Furthermore, a denser arrangement can improve heat transfer during the printing process, minimizing warping and promoting dimensional accuracy. However, achieving high pack density requires careful consideration to ensure efficient use of space while maintaining print quality. More can be read about pack density in this article by Sinterit.
The example
For the cog design shown in Image 2, reaching a 7 % pack density in the printing bed has allowed for achieving a lower price per part for that print. The pack density of 7 % corresponds to a price of 2.49 € per part (for a Lisa X 3D printer), and the higher the pack density, the lower the part cost is going to be.
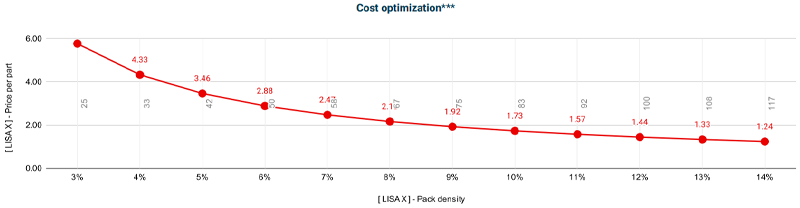
Image 4: Larger pack density optimzies powder use and reduces per part cost. Source: Sinterit.
The most optimal placement of parts on the build platform can be simulated by laminating software. This tools can optimize the arrangement of parts to achieve higher pack density, considering factors such as part orientation, nesting, and minimizing unused space. The analysis can provide quantitative metrics such as packing efficiency or percentage of space utilization.
Powder refreshing
Due to the nature of the SLS process, where only the material used in the actual part is sintered, the remaining unsitered powder can be collected, sieved, and mixed with fresh powder to maintain a consistent powder bed for subsequent prints. This is usually done with the help of specialized dedicated powder tools and powder handling stations. Some powders need a refreshing rate of up to 60 % and some do not require refreshing at all.
Video 1: SLS powder refreshment. Source: Sinterit.
By effectively refreshing and reusing the unsintered powder, SLS printing becomes more cost-effective and environmentally friendly, reducing material waste and maximizing the utilization of the powder material. Refreshing the powder helps to ensure optimal printing conditions, as it replenishes any depleted powder and maintains the desired powder characteristics such as flowability and particle distribution. More powder refreshing tips can be found here.
The example
The cog design has a volume of approximately 100 cm³. Assuming that two liters of powder (1 kg) has 2000 cm³, there is still about 1.8 l of unsintered powder left to be used. The amount is not 1.9 l because SLS 3D printing process makes the sintered powder double its density, so the final design volume is actually 200 cm³. With the help of the powder post-processing tools and devices the remaining 1.8 l (almost a kilogram) of powder can be reclaimed and used again after adding the adequate percentage of fresh powder. In conslusion, in the case of the cog design, 1 kg of powder could produce many more batches of that design.
Conclusions
Compact SLS 3D printers offer excellent cost-effectiveness when it comes to producing small batches. The initial investment in materials for printing is relatively low provided that certain positioning, bed packing, and powder refreshment rules are followed.
As shown on the example of the cog design printed with the Sinterit Lisa X printer and PA12 Industrial powder, 1 kg of powder can produce multiple batches of the design with 8 optimally positioned parts arranged with a 7 % pack density on the print bed.











