Cart
0
Product
Products
empty
No products
To be determined
Shipping
0,00 €
Tax
0,00 €
Total
Product successfully added to your cart
0 products in the cart 1 product in the cart
Quantity:
News
Keep up to date with the latest innovations, news and relevant information related to 3D printing. Know more about new 3D printing technologies, consumables and accessories that are released to market.

How to detect and solve problems related to the manufacturing base
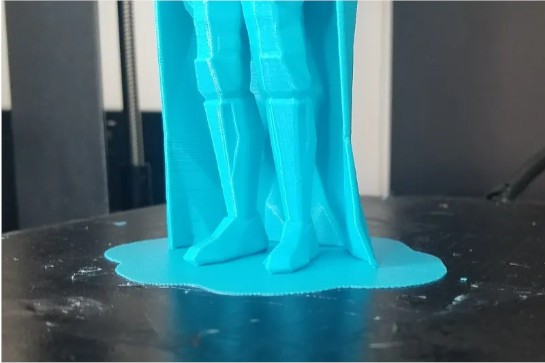
The base or manufacturing platform is a fundamental part of any FDM 3D printer. In this post we will talk about how to get the best quality parts and avoid the risk of failure.

The hotend. Operation and thermal performance
The hotend is, together with the extruder, one of the most important parts of a FFF 3D printer. Although at first glance it may appear to be one of the simplest elements, it is one of the most complex, as it has to achieve optimum thermal performance.

SLS Printing: Fundamentals and functioning
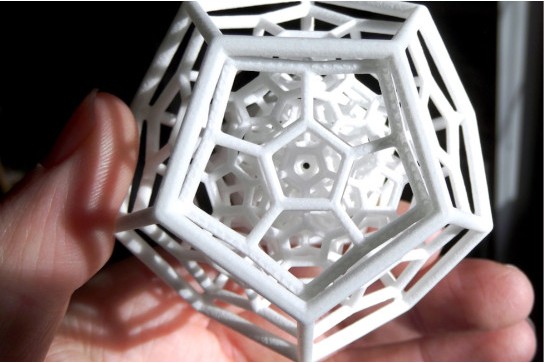
SLS (Selective Laser Sintering) technology uses powder as the printing material. The powder is spread in thin layers and the laser selectively "burns" the design into the layers. Some of the advantages offered by this 3D printing technology are high precision, isotropy of the prints, no need for supports, a great finish and a wide range of materials available for SLS 3D printing.

Industrial resin 3D printing with Nexa3D XiP
In order to break the barrier to its application in industrial manufacturing, resin 3D printing has had overcome various limitations, such as scarcity of materials or slow printing speeds. Nexa3D excels in both aspects with the ultrafast open-materials XiP desktop 3D printer and an ample portfolio of professional 3D printing resins.
Preservation of 3D printing materials
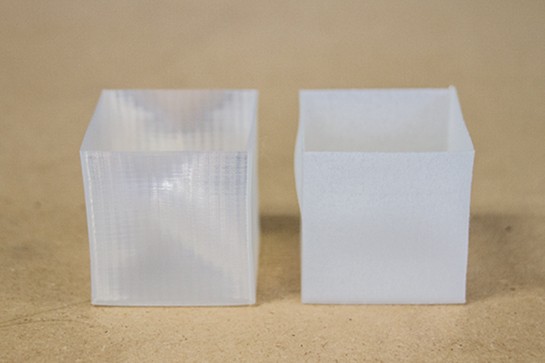
The final quality of the printed parts is strongly influenced by the quality of the raw material used in the production of the filament, as well as by its conservation. This is because the more homogeneous and constant the filament properties are, the more uniform the extrusion will be and the better surface quality the final part will have.
Raft, Skirt and Brim. When to use each and how to configure them
This post is about the Raft, Skirt and Brim elements, which are three additional elements of the part that can be configured during lamination and are generated automatically.
Infill patterns in SLS
SLS 3D prints do not require fillers or supports. However, the heat build-up inside large parts can cause drastic shrinkage during cooling. Therefore, SLS prints are very often printed hollow, where the wall thickness of the part will define its strength. If a hollow part does not meet the mechanical requirements, a filler can be added to an SLS part at the design stage.

Sinterit printer maintenance
To ensure optimum performance of Sinterit printers, the protective glass of the laser and pyrometer, the recoater guide, the linear bearing and the space under the cylinders must be cleaned regularly. It is also crucial to replace the short infrared heater and the short recoater cord on a regular basis, as well as the insulation of the printing and feeding bases.
Categories
Popular Articles
-
 Common problems and solutions in 3D printing ene 15, 2020
Common problems and solutions in 3D printing ene 15, 2020 -
 What is the flow of 3D printing and how to adjust it dic 13, 2017
What is the flow of 3D printing and how to adjust it dic 13, 2017 -

-
 What is PETG? ene 16, 2019
What is PETG? ene 16, 2019 -
 PETG vs ABS vs ASA feb 04, 2019
PETG vs ABS vs ASA feb 04, 2019
