
Operation and thermal behaviour of a hotend
The extruder pushes the filament into the hotend, creating pressure inside it. When it reaches the nozzle, the filament melts and comes out thanks to the pressure generated by the extruder. For the filament to extrude correctly, it is essential that it melts only in the area of the nozzle and remains cold throughout the previous path.
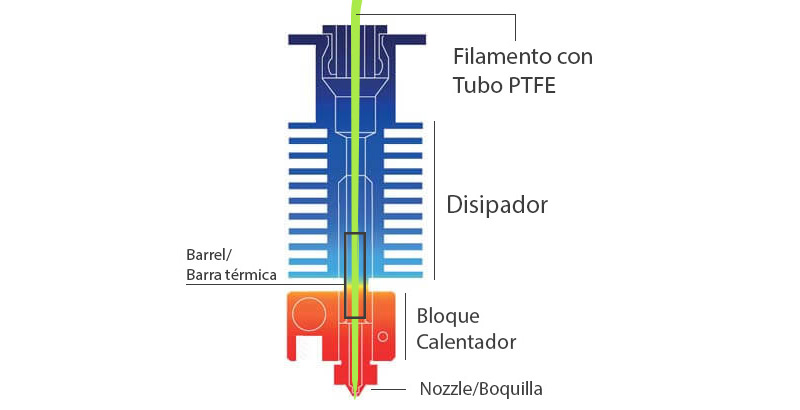
Image 1: Temperature diagram of a hotend. Source: Filament2print.
This is why all hotends are thermally divided into two zones:
-
The hot zone, which must always remain above the melting temperature of the filament.
-
The cold zone, which must always be below the Tg of the material.
Keeping the hot zone above the melting temperature of the material is simple, as it depends solely on the heat applied by the cartridge heater, but keeping the cold zone below the Tg can be complex. The key element for this is the heatbreak or barrel, the only element that is part of both the hot and cold zones.
Types of heatbreak and optimisation of heat dissipation
The heatbreak serves as a thermal break element, physically separating the hot zone from the cold zone. There are basically two types:
-
All-metal: made entirely of metal. Metals with a low heat transfer coefficient are usually used, the most common being steel and titanium. Within the all-metal heatbreaks, there is a subtype that has a better thermal performance, the bimetallic heatbreaks. In this type of heatbreaks, two different metals are used for the internal and external area, one with a low heat transfer coefficient that acts as a thermal break and the other with a high heat transfer coefficient that conducts the heat towards the heatsink.
-
Non-all-metal: This type of heatbreaks have a PTFE insert inside that serves as a thermal insulator. They have the limitation of not being suitable for printing temperatures above 240 ºC, however they are the most suitable for printing PLA.
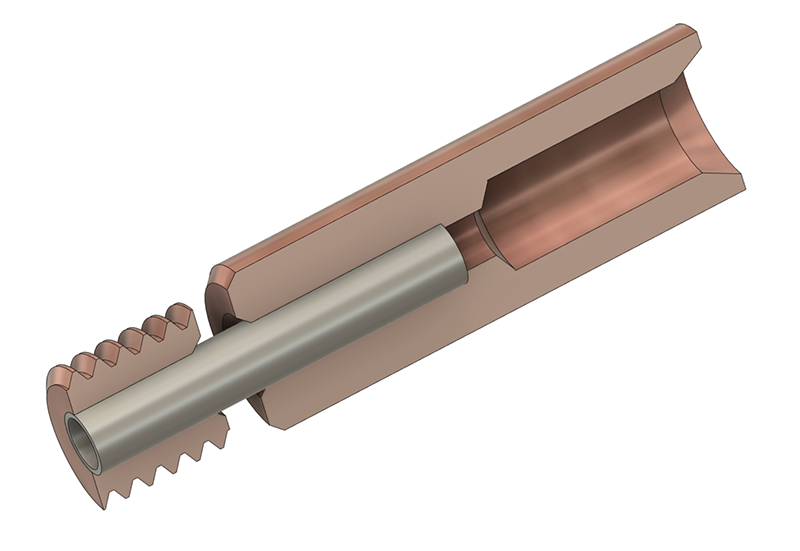
Image 2: Design of a bimetallic all-metal heatbreak. Source: Slice Engineering.
For the heatbreak to have a proper thermal behaviour, it must always be in contact with a temperature dissipation system, usually consisting of a finned heatsink and a fan. In this case it is very important to maximise heat transfer from the heatbreak to the heatsink, so thermal paste should be applied to the junction to ensure maximum possible contact. Similarly, the transmission between the heater block and the heatbreak should be minimised, so thermal paste should never be applied to the junction.
Enclosed and heated chamber printers
There is a particular case where the thermal control of the hotend becomes more complicated. These are printers with a closed or heated chamber. Using the usual dissipation systems based on a finned heatsink and fan, the lowest temperature that can be reached is the ambient temperature.
When using closed printers, especially those with a heated chamber, the ambient temperature inside the printer is close to the Tg of the material, so the cold zone of the hotend will, in many cases, be above this temperature. To solve this problem, it is common for printers with heated chambers to have liquid cooling dissipation systems, capable of extracting the heat from the hotend to the outside of the printer. Liquid cooling systems add some complexity to maintenance, requiring frequent checks of the condition of the pump, lines and coolant levels.

Image 3: Hotend with liquid cooling based heatsink. Source: Slice Engineering.
In the case of enclosed printers without a heated chamber, the temperatures reached are usually not excessively high for most materials, with PLA being the only problematic one. For printing PLA on enclosed printers with hotends without liquid cooling, it is important to keep the printer open during printing.
Problems caused by poor hotend thermal performance
The main problem caused by inadequate thermal performance is jamming due to softening of the filament in the cold zone. This is why failures occur mainly in filaments with a low Tg, such as PLA. This problem is known as heatcreep and is one of the most common problems in PLA printing.
When clogging and extrusion problems are observed with PLA, which disappear when other materials such as PETg or ABS are used, it is usually a symptom of a heat dissipation problem. This is usually solved by reapplying thermal paste to the junction between the heatbreak and the heatsink.
Limitations of the hotend
One of the main limitations of a hotend to consider is the ability to melt a given volume of plastic per unit of time. This is known as the maximum volumetric flow rate and mainly limits the maximum printing speed. The volume flow is the product of the layer height, the extrusion width and the speed. This is why the maximum speed at which a particular hotend can print is lower the higher the layer height set or the larger the diameter of the nozzle used. Some manufacturers, especially those of high quality hotends, provide the maximum volumetric flow rate as one of the characteristics.
This guide discusses the concepts in a general way and does not focus on a particular make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.











