
In order to ensure the highest print quality, it is necessary to use and store the materials properly.
Contamination of materials
When several materials are used in the same printer, it is essential to avoid contamination, especially between materials with very different melting points. During the 3D printing process, the chamber temperature reaches temperatures close to the melting point of the material. If there is contamination from other materials with lower melting temperatures, they are likely to melt inside the chamber, which can affect moving parts and cause damage to the printer. For this reason, in addition to the correct cleaning at material changeovers, it is also necessary to avoid contamination of the powder.
Conservation
It is recommended to store the material in airtight containers, in dry environments and at temperatures between 10 and 20 ºC. Some materials are particularly sensitive to moisture, such as PA11, PA12 and TPU. It is very important to store these materials in very low humidity environments to prevent them from degrading. It is also advisable to dry them periodically in an oven at 100 ºC for 6 hours to eliminate any possible humidity.
If the powder picks up too much moisture and does not dry immediately, it is likely to be unrecoverable and new powder will have to be purchased.
The main sign of wet dust is the appearance of defects, cracks and increased surface roughness on parts.
All new materials usually include an expiry or best before date. This date is a guideline and indicates the maximum date that the manufacturer can guarantee the correct condition of the material before opening. Once opened, this date is no longer relevant, and the life of the material will depend mainly on how well it is preserved.
Refreshment
Most SLS printing materials require the addition of fresh powder after use in order to be reusable. This is known as refreshing and the manufacturer indicates the percentage of fresh powder to be added.
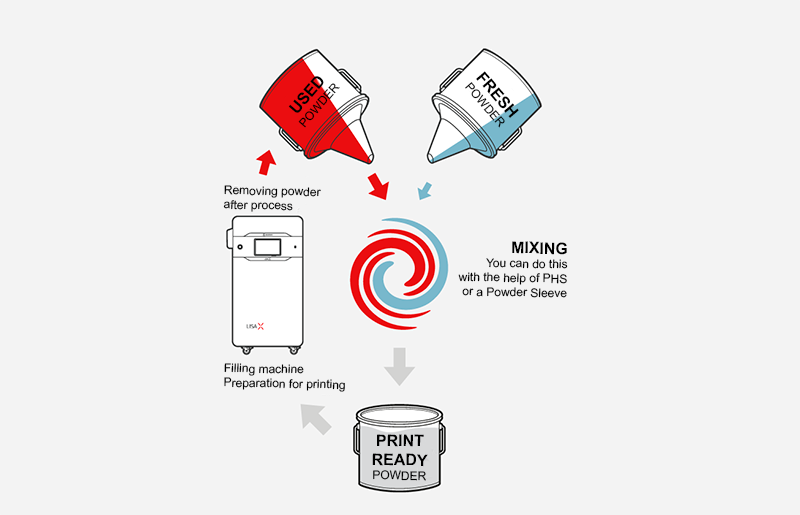
Image 1: Powder refreshing process. Source: Sinterit
This is the minimum recommended amount to keep the powder in good condition, but there are situations in which it is advisable to increase the amount of refreshing powder compared to what is indicated by the manufacturer:
- Very long print runs: The degradation of the powder is mainly caused by prolonged exposure to high temperatures. After several days of printing it is advisable to slightly increase the amount of refreshing powder.
- When quality losses are detected that are not related to printer problems or humidity: As the powder degrades the parts lose quality, this is why sometimes quality problems are due to degraded material and may require a higher refreshment.
| Material | Refreshment |
| PA12 Smooth | 22 % |
| PA11 Onyx | 33 % |
| PP | 50 % |
| TPE | 10 % |
Table 1: Refresh rates of various Sinterit materials.
Security
Although most SLS 3D printing materials are not toxic themselves, being in powder form, prolonged exposure to them can pose a health risk, just like any other fine powder.
It is advisable to always handle dust using appropriate protective equipment, such as a particulate filter mask, closed goggles and gloves.
Dust should always be handled in enclosures that are capable of being ventilated.
Some materials have a certain toxicity and therefore require special care during handling. For example, all materials that include glass or carbon fibres have an increased risk associated with these fibres. Others, such as TPU, can produce noxious vapours that require proper ventilation after printing.
This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.











