
The extruder is the element responsible for pulling the filament into the hotend in such a way that sufficient pressure is generated inside the hotend so that the molten material flows constantly and homogeneously through the nozzle.
Depending on the position of the extruder, a distinction can be made between two different types of extrusion systems: Direct and Bowden.
Direct Extrusion Systems
In direct systems, the extruder is located in the printhead directly coupled to the hotend and moves in tandem with the hotend. Because they have a short, straight path to the hotend, they can control the pressure at the nozzle more precisely by using shorter retraction distances. In addition, because they are less compressed during extrusion and there is no clearance in the path to the hotend, it is much easier to use flexible and elastic filaments.
Within direct extruders, two types can be distinguished: standard and compact extruders. In standard direct extruders, the heatsink serves as a separating element between the hotend and the extruder. This type of extruder minimises the heat transfer between the hotend and the extruder, which makes it possible to use high-temperature materials without overheating problems in the extruder. They are also less prone to heat creep with PLA.
Compact direct extruders usually incorporate the heatsink in the extruder casing itself, which allows the hotend to be attached directly to the extruder, minimising the filament path. This type of extruder is recommended for printing flexible or elastic filaments of low hardness.
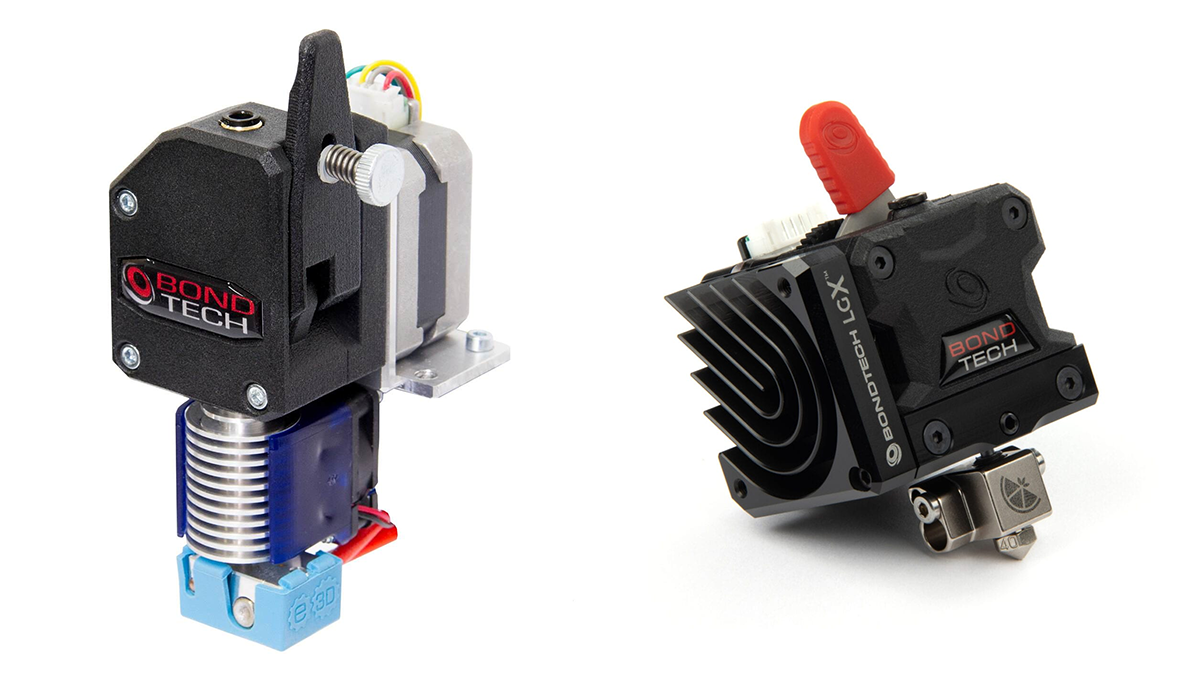
Image 1: Standard (left) and compact (right) direct extruder. Source: Bondtech
The main disadvantage of direct extruders is that, as they are integrated into the die, they increase the weight of the die, causing higher inertias during the movement. Compared to bowden systems, it is advisable to use lower accelerations and lower change of direction speeds. In general, almost all direct extruders use 1.75 mm filament.
Bowden extrusion systems
In Bowden systems, the extruder remains fixed and conducts the filament to the hotend through a tube, usually made of PTFE. This type of system significantly reduces the weight of the die, allowing for higher acceleration and change of direction speeds compared to direct systems. However, they have a major drawback: the long distance between the extruder and the hotend, together with the larger internal diameter of the Bowden tube, cause the appearance of clearances and greater compression of the filament, making it more complicated to control shrinkage. The optimisation of materials, especially flexible and elastic materials, in this type of system is much more complex than in the case of direct systems. In addition, certain flexible and elastic filaments of low hardness, as well as fragile filaments such as metallic or ceramic filaments, may not be printable on some printers with this type of extruder.
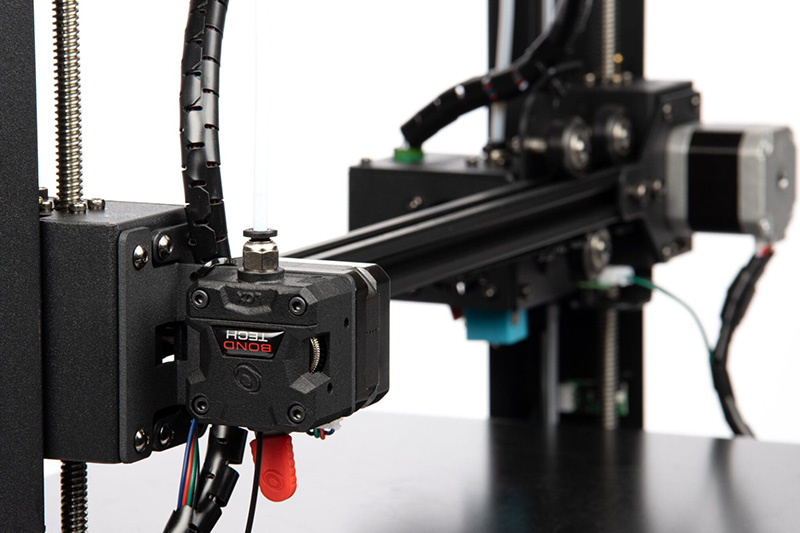
Image 2: Extruder with Bowden configuration. Source: Bondtech.se
Bowden extruders are available for both 1.75 mm and 2.85 mm filament. Because the 2.85 mm format requires higher traction forces to achieve the same pressure as the 1.75 mm format, it is advisable in these cases to use high-power motors or motors with gearboxes. In the case of using flexible filaments, it is always advisable to use systems compatible with 2.85 mm filament.
Calibration and maintenance
In order to avoid problems, it is important to adjust and maintain the extrusion system correctly. There are a number of common points in both direct and Bowden extruders that are important to check regularly.
1.Extruder drive voltage
Most extruders on the market include some system that allows you to adjust the filament pull tension. It is very important to adjust this parameter correctly, as too low a tension will cause the filament to slip, resulting in problems of lack of extrusion or inconsistent extrusion, while an excessively high tension will cause wear bites in the filament that will reduce its section and may cause the extrusion to fail.
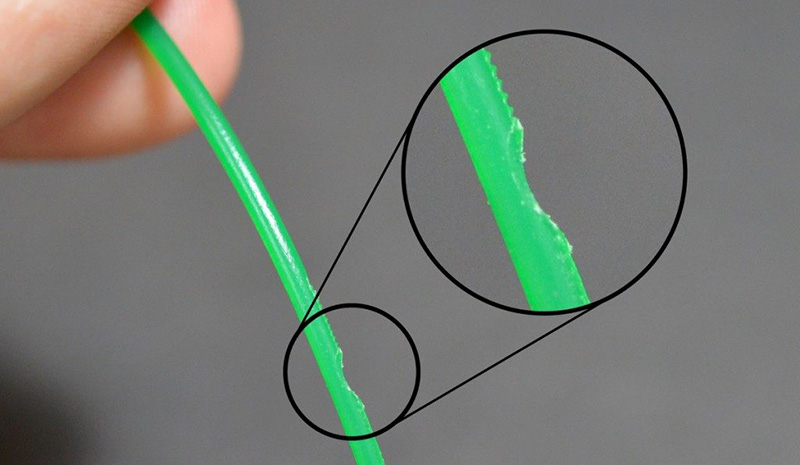
Image 3: Bite in a filament caused by excessive extruder tension.
A filament bite is not always caused by a problem with the extruder tension setting. Sometimes it can be caused by a jam in the hotend. The easiest way to tell which is the cause is to push the filament back into the extruder and check if the plastic flows normally through the nozzle.

Image 4: Tension adjustment screw of an extruder. Source: Bondtech.se
It is advisable to readjust the tension each time you change to a material with different properties. ABS, nylon, TPU or TPE may require very different tension settings. The following steps should be taken to adjust the tension:
-
Loosen the tension as much as possible
- Start the extruder of the 3D printer and load the filament.
- Slowly increase the tension until the wheels start to drag the filament and wait until plastic starts to flow out of the nozzle.
- Increase the tension further until the plastic flows continuously and evenly, if necessary.
The right tension is the minimum tension needed to pull the filament steadily.
2. Drive wheel maintenance
The extruders drive the filament by means of two opposing wheels, at least one of which has a ridged or rough surface. It is not usual for wear to appear on these wheels, except in the case of using abrasive materials (fibre-reinforced, metallic or ceramic filaments). If such filaments are used regularly, it is advisable to check the condition of the wheels periodically and replace them when they show signs of wear.

Image 5: Filament drive wheels. Source: Bondtech.se
In addition to checking the wear of the wheels, it is also necessary to check their cleanliness. Over time, it is common for plastic debris to accumulate from the filament due to friction, which must be removed to prevent it from reaching the hotend and causing a jam. Cleaning can be done using a small brush and in many cases does not require disassembling the extruder, as many of them have an access area to facilitate this task.
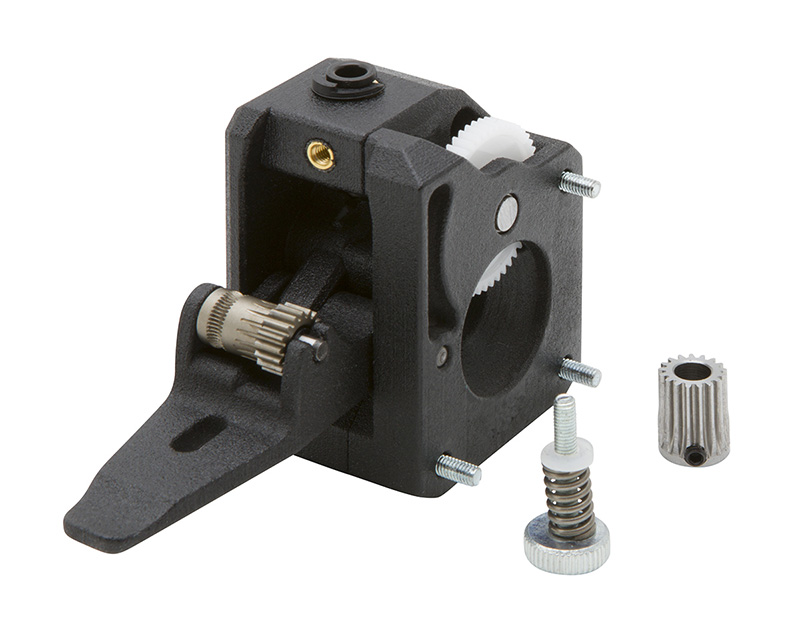
Image 6: Access port for cleaning the wheels. Source: Bondtech.se
The last maintenance task required for the wheels is to lubricate the geared areas, either between the engine and the traction wheel or between the two wheels in the case of DDG (dual drive geared) systems. It is very important to apply very small amounts of lubricant, and only to the geared areas, to avoid contamination of the filament or lubricant getting into the hotend.
3. Maintenance of PTFE pipes
Most extrusion systems include a section of PTFE tubing at some point.
In Bowden systems, a long PTFE tube is used to lead the filament from the extruder to the hotend. It is very important to use good quality PTFE tubing with tight and constant internal diameters. These PTFE tubes should be replaced when they show signs of wear or deterioration, as well as when kinks or nicks appear.
Small segments of PTFE tubing are also used in many direct systems. In systems with all-metal hotends, it is common to have a PTFE tube leading the filament from the drive wheels to the heatbreak inlet, while in systems with non-all-metal hotends this PTFE tube goes all the way to the nozzle. This small tube is usually a consumable element that must be replaced frequently, especially in non-all-metal hotends. It is advisable to always use the ones supplied by the hotend manufacturer, as they usually have a countersink or special machining on both ends. In these cases, using manually cut sections of standard PTFE tubing often causes problems with clogging, either because the tubing does not have the correct length or shape of entry or because the internal diameter is not the right one.
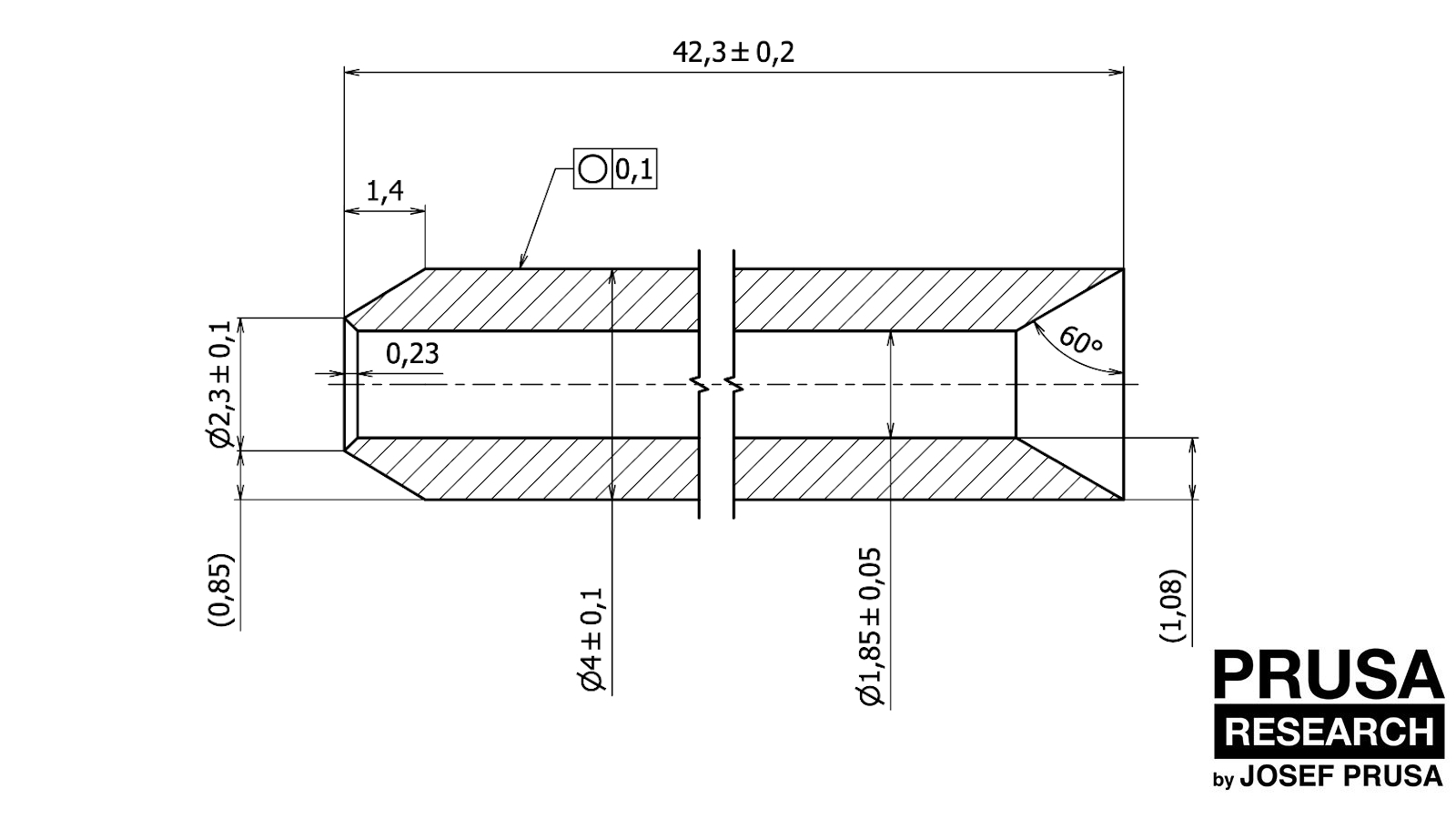
Image 7: Design of the PTFE insert of an extruder for Prusa Mk3s+. Source: Prusa Research.
The maintenance and adjustment of the extruder must always be accompanied by a correct maintenance of the hotend, as when working together, problems in the hotend can lead to problems in the extruder and vice versa.











