")





































The Raise3D industrial PET GF filament is a composite material based on PET and 15 wt% of well-dispersed glass fibers for a boosted rigidity, strength, heat and chemical resistance of the PET matrix. The PET GF filament is available in black, grey, red and orange and compatible with the Raise3D PET support filament.
When it comes to its everyday uses, PET (polyethylene terephthalate) is a material very commonly used for the manufacturing of packaging such as plastic bottles, food containers or even in the production of textile fibers. In 3D printing, together with materials such as PETG, PET belongs to the family of copolyesters and is characterized by great tensile strength, excellent chemical resistance, light weight, elasticity, and stability over a wide range of temperatures.
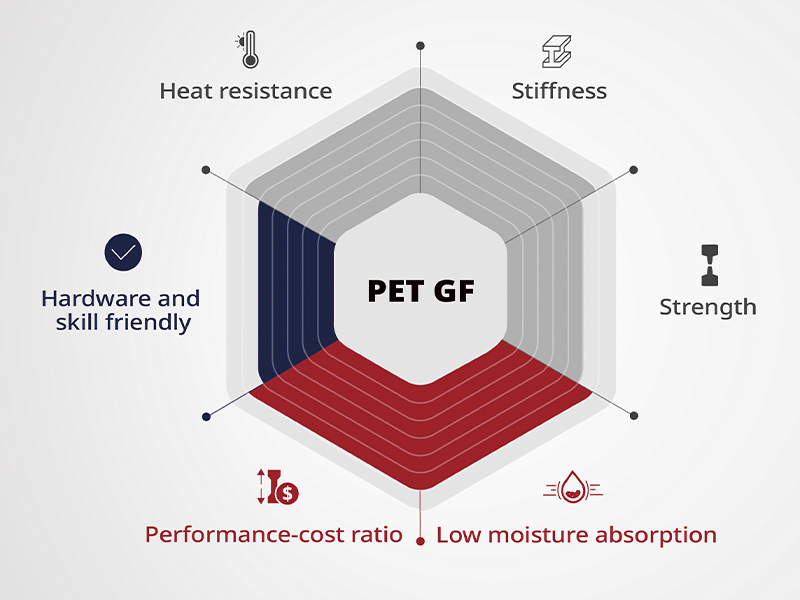
Reinforcing polymers with glass fibers is a very common practice in additive manufacturing. In the case of the Raise3D PET GF, the added gass fibers not only improve the printability (better interlayer and base adhesion, less warping, low moisture absorption, creep resistance) but also give the 3D printed part improved rigidity and strength, better dimensional stability, higher heat resistance and chemical resistance. The mechanical properties of the PET GF filament are comparable, and in some aspects superior, to those of glass fiber reinforced nylon (higher tensile modulus and flexural modulus, and better chemical resistance).
By means of annealing, the properties of parts 3D printed with the Raise3D PET GF can be further improved. Annealing will stabilize the heat resistance of PET GF at around 120 ºC and bring the tensile modulus and tensile strength to over 4100 MPa and 70 MPa respectively.

The recommended equipment for working with the Raise3D PET GF filament are the Raise3D E2CF 3D printer or the Raise3D RMF500 3D printer, both designed especially for high performance with fiber reinforced filaments. Both solutions include abrasion resistance extrusion systems to ensure smooth extrusion and quality parts. If other 3D printers are used, abrasion resistance nozzles such as a hardened steel nozzle or a ruby nozzle must be installed in order to avoid excessive wear of the nozzle by the glass particles from the PET GF filament.
The Raise3D PET GF an ideal choice for reliable glass fiber composite printing for strong and cost-effective jigs, fixtures, manufacture aids and functional parts with excellent thermomechanical properties and chemical resistance. The potential applications for the Raise3D PET GF filament include the automobile sector, the aerospace industry or the electrical and electronic industry.
General information |
|
| Material | PET |
| Format | 1 kg |
| Density | 1.38 g/cm³ |
| Filament diameter | 1.75 mm |
| Filament tolerance | - mm |
| Filament length | ± 301.3 m |
Printing properties |
|
| Printing temperature | 280 - 300 ºC |
| Print bed temperature | 80 - 100 ºC |
| Chamber temperature | - |
| Cooling fan | ✓ |
| Recommended printing speed | 35 - 90 mm/s |
Mechanical properties |
|
| Charpy impact strength | (ISO 179) 6.56 ± 0.68 KJ/m² |
| Elongation at break | (ISO 527) XY: 2.56 ± 0.30 % / Z: 1.14 ± 0.11 % |
| Tensile strength | (ISO 527) XY: 71 ± 3 MPa / Z: 34 ± 2 MPa |
| Tensile modulus | (ISO 527) XY: 4130 ± 107 MPa / Z: 3322 ± 94 MPa |
| Flexural strength | (ISO 178) XY: 115 ± 3 MPa |
| Flexural modulus | (ISO 178) XY: 3650 ± 66 MPa |
| Surface hardness | - |
Thermal properties |
|
| Softening temperature | (ISO 75) @ 1.8 MPa: 99 ºC / @ 0.45 MPa: 120 ºC |
Specific properties |
|
| Chemical resistance | ✓ |
Other |
|
| HS Code | 3916.9 |
| Spool diameter (outer) | - mm |
| Spool diameter (inner hole) | - mm |
| Spool width | - mm |
This filament should be dried at 70-80°C for 8-12 hours before printing in a filament dryer. Despite this filament’s low moisture absorption properties, it should be properly stored, preferably in a vacuum sealed packaging or in a sealed bag with a drying capsule until used or in a drying cabinet, such as the Fiber Three drying case.
It is best to print the Raise3D PET GF at a temperature of 280-300 ºC at 35-90 mm/s, on a bed heated to 80-100 ºC with the layer fan on. For best results, the manufacturer recommends printing the PET GF filament on the Raise3D E2CF 3D printer or the Raise3D RMF500, both specially designed for fibre reinforced filaments. If the user plans on using any other 3D printer that is not optimized for glass fiber reinforced filaments, it is crucial to use an abrasion resistant nozzle such as a hardened steel nozzle or a ruby nozzle.
In order to further boost the thermomechanical properties of parts 3D printed with the PET GF filament, it is recommended to anneal the parts together with support structure (if it is also printed with PET GF) in the oven:
The ideaMaker printing profiles for the PET GF filament are available on the ideaMaker website.
 You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
You must be logged in to manage your wishlist.
Rigid and strong industrial PET with 15 % of glass fibers, thermally and chemically resistant.