Aucun produit
Produit ajouté au panier avec succès
0 produits dans le panier 1 produit dans le panier
 Agrandir l'image
Agrandir l'image

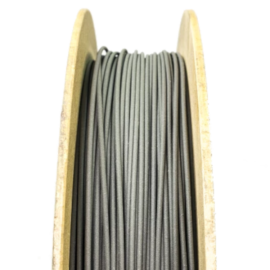
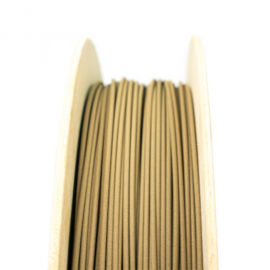
Le filament Filamet M300 Tool Steel est un filament d'impression 3D de pointe conçu par The Virtual Foundry. En utilisant ce filament, les fabricants peuvent éviter efficacement les dépenses d'outillage et d'usinage, notamment pour la production à court terme, les projets de prototypage et les besoins en pièces métalliques sur mesure. Disponible en diamètre de 1.75 mm, le filament Filamet M300 Tool Steel est livré sur une bobine de 500 g.
Le filament Filamet M300 Tool Steel se distingue comme une innovation remarquable, avec une composition comprenant 84.2% de métal et affichant une densité de 3.58 g/cm³. Ce filament exploite la puissance de l'acier M300 Tool Steel, un acier maraging amalgamé avec du fer, du nickel, du cobalt, du molybdène et du titane.
Vidéo 1 : Présentation du filament Filamet M300 Tool Steel. Source : The Virtual Foundry.
Les aciers maraging, réputés pour leur résistance et leur ténacité exceptionnelles tout en conservant leur ductilité, sont la pierre angulaire des performances de ce filament. Avec ses propriétés de faible teneur en carbone et de haute résistance, le filament Filamet M300 Tool Steel se présente comme le choix privilégié pour les applications nécessitant une résistance à l'usure et une robustesse, aboutissant à des pièces métalliques à 100% après frittage.
Le filament Filamet M300 Tool Steel s'imprime comme n'importe quel autre filament de TVF et comme le PLA, avec peu ou pas de déformation. Quelques exemples d'équipements d'impression 3D compatibles sont Creality ou Prusa, ou toute autre imprimante 3D FFF/FDM à matériau ouvert et même les stylos d'impression 3D. Bien que facile à imprimer, ce matériau doit être imprimé avec une buse résistante à l'abrasion (acier trempé) d'un diamètre d'au moins 0.6 mm en raison de la nature abrasive du métal contenu dans le filament.
| Usinable | Usinable |
| Résistance à la fatigue | Résistance à la fatigue |
| Contenu métallique | Contenu métallique |
| Masquer variations de couleur | (Masquer variations de couleur) |
Accessoires


28 autres produits dans la même catégorie :
-
Filamet acier inoxydable 316L
209,90 €
-
Filamet bronze
159,90 €
-
BASF Ultrafuse 316L
387,00 €
-

Filamet cuivre
129,90 €
-
BASF Ultrafuse 17-4 PH
117,95 €
-

Filamet aluminium 6061
319,90 €
-
Zetamix Alumina
299,00 €
-

Zetamix Zircone blanche
299,00 €
-

Zetamix Zircone Noire
349,00 €
-

Filamet acier haute carbone
138,90 €
-

Filamet Silicate de zirconium Zircopax®
124,50 €
-

Zetamix H13
249,00 €
-

Filamet Acier inoxydable 17-4
164,90 €
-

Filamet Titane 64-5
1 145,00 €
-

Filament Rapid 3DShield Tungsten TVF
455,00 €
-
Filamet Carbure de silicium
179,90 €
-

Zetamix 316L
249,00 €
-

Filamet PYREX (verre borosilicate)
124,50 €
-

Filamet Inconel 718-34
315,00 €
-

BCN3D Metal kit
1 199,95 €
-

Mt 316L
120,00 €
-
Ultrafuse Support Layer
108,95 €
-
Zetamix Silicon Carbide
349,00 €
-

Filamet - Kit d'évaluation de l'impression 3D en métal
149,90 €
-

Filamet H13 Tool Steel
230,31 €
-
Zetamix Porcelaine
100,00 €
-

FTile Silica - Colfeed4Print
160,00 €
-
Filamet Basalt Moon Dust
531,99 €
Catégories


