
A diferencia de la impresión 3D FFF, en impresión 3D con resina es recomendable emplear soportes siempre. Existen varias razones por las que se debe emplear soportes, pero las más importantes son:
- Soportar voladizos: Al igual que en impresión 3D FFF, cada capa debe estar soportada por la anterior. Es por esto que los voladizos requieren el uso de soportes.
- Precisión de las primeras capas: Es habitual emplear largas exposiciones para las primeras capas con el fin de mejorar la adherencia a la plataforma de impresión. Esta sobreexposición suele provocar capas más gruesas, errores dimensionales y pérdida de precisión. El uso de una balsa y soportes hace que no sea necesario posicionar la pieza en la base y por tanto evita que las capas sobreexpuestas coincidan con la pieza.
- Minimizar la posibilidad de fallo: Durante el proceso de impresión, la resina se cura en contacto con un FEP o película de PDMS. Al levantar la plataforma la interacción de la pieza con está lámina hace que se generen fuerzas de adhesión que son mayores cuanta más superficie de contacto hay. Es por esto que las piezas se suelen posicionar de forma oblicua, minimizando la superficie por capa. Este posicionamiento generalmente produce una mayor superficie en voladizo que requiere del uso de soportes.
Partes de los soportes
En impresión con resina, los soportes se dividen en tres partes:
- Base: Es la zona de contacto con la plataforma, cuanto mayor sea su superficie, mayor adherencia con la plataforma tendrá, pero mayor será también el gasto de resina.
- Pilar o cuerpo: Es la estructura de elevación del soporte. Se trata de una estructura de columna con riesgo de pandeo, por lo que se deberá ajustar su diámetro correctamente en función de su altura y de si está interconectado con otros soportes o no.
- Cabeza: Es la zona de unión entre el soporte y la pieza. Se emplea para reducir el área de contacto con la pieza. Se trata del punto más débil y el que mayor riesgo de fallo presenta.
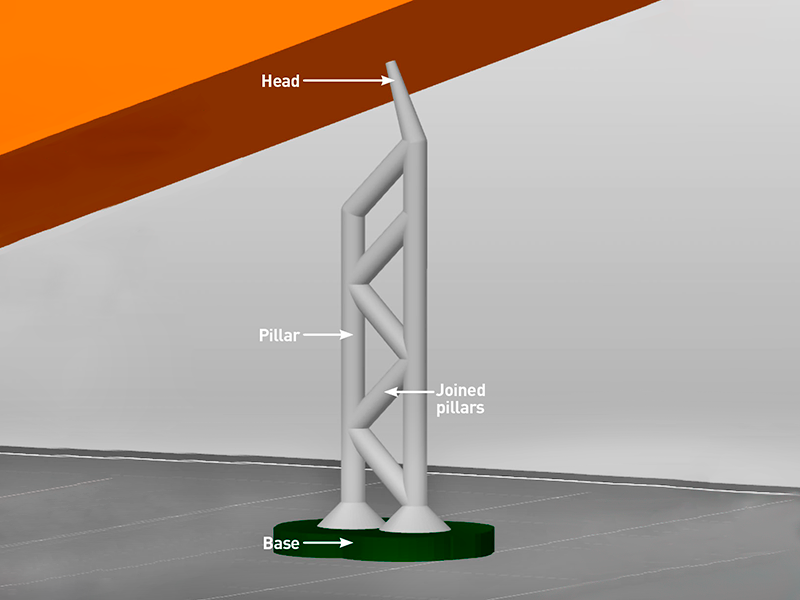
Imagen 1: Estructura de un pilar. Fuente: makezine.
Parámetros de soportes
Aunque puede variar de un software a otro, existen varios parámetros que se deben configurar correctamente para que la impresión tenga éxito:
- Densidad de soportes: Es el número de pilares de soporte por superficie que se generarán en la pieza. Cuanto mayor sea el número de soportes, menor será el riesgo de fallo, pero mayor el impacto estético sobre la pieza. Lo ideal es emplear el mínimo número de soportes posible, sin que la pieza falle. También puede aparecer como separación, donde el valor indica la distancia entre soportes.
- Tipo de soportes: Generalmente se diferencian dos tipos de soportes: rectos y en árbol. Los soportes en árbol son más eficientes al requerir menos material y una menor densidad, sin embargo en piezas altas pueden tener un mayor riesgo de fallo que los rectos.
- Altura o elevación: Es la distancia que se separará la pieza de la base. Se recomienda al menos entre 3 y 5 mm como mínimo.
- Diámetro: Se trata del diámetro del cuerpo del soporte. Un mayor diámetro producirá soportes más estables, pero aumentará el gasto de resina. El diámetro del soporte no afecta al impacto visual de la pieza, por lo que el único punto negativo es el gasto de material. Es recomendable aumentar el diámetro en piezas que requieran soportes de gran altura con el fin de evitar fallos.
- Diámetro del punto de contacto: Es el área de contacto entre el soporte y la pieza, y uno de los parámetros más importantes. Un mayor diámetro producirá una mejor unión entre la pieza y los soportes minimizando el riesgo de fallo, pero también provocará un mayor impacto visual sobre la pieza.
- Soportes interconectados: La función de soportes interconectados crea estructuras de unión entre los distintos soportes, proporcionándoles una mayor estabilidad. Algunos software aplican esta función por defecto. Aumenta el gasto de resina, sin embargo reduce drásticamente el riesgo de fallo.
Problemas habituales con soportes
Algunos de los fallos más habituales en impresión 3D de resina están relacionados con los soportes.
- La pieza se separa de los soportes: Con el fin de reducir el impacto visual de los soportes sobre la pieza, éstos se estrechan en su zona de contacto (cabeza), minimizando la superficie de contacto. Las fuerzas de despegue entre la pieza y el FEP o lámina de PDMS provoca en ocasiones la separación entre la pieza y los soportes. Cuando esto sucede, la solución consiste en aumentar el área de contacto entre la pieza y los soportes, lo cual se puede hacer de dos formas:
- Aumentar el área de contacto, lo cual hará más visibles las marcas de los soportes y aumenta el riesgo de producir muescas al retirarlos.
- Aumentar la densidad de soportes, lo cual también aumentará el impacto visual sobre la pieza. El riesgo de producir muescas sobre las piezas al retirarlos es menor. Aunque el riesgo de que la pieza se separe por completo se reduce, es probable que algunos soportes fallen.
- Algunos soportes se desplazan: En el caso de soportes altos, hay posibilidad de pandeo durante el cambio de capa. Esto provocará desplazamientos de capa que hará que algunos soportes fallen. La mejor forma de evitar esto es:
- Aumentar el diámetro de los soportes
- Aumentar la interconexión
- Reducir la velocidad de elevación de la plataforma
- Los soportes no se retiran fácilmente / se daña la pieza al retirarlos: Esto está provocado por un área de contacto excesivamente grande. Es recomendable reducir el área de contacto con la pieza, lo cual aumenta el riesgo de separación entre pieza y soportes. Para compensarlo, se puede aumentar ligeramente la densidad de soportes.
Cómo retirar los soportes
Algunos fabricantes recomiendan retirar los soportes antes del postcurado, mientras que otros lo recomiendan después. Lo óptimo es retirar los soportes antes del postcurado, ya que se retirarán con mayor facilidad y repasar las marcas una vez se haya curado la pieza.
Nunca se deben arrancar los soportes manualmente, ya que producirán muescas y pequeños arrancamientos en la pieza. Los soportes se deben retirar siempre empleando alicates de corte y cuchillas, cortándolos cerca del punto de contacto. Una vez curada la pieza se podrán lijar para reducir su impacto visual.











