
Em contraste com a impressão 3D FFF, na impressão 3D em resina é sempre aconselhável a utilização de suportes. Há várias razões pelas quais os suportes devem ser utilizados, mas as mais importantes são as seguintes:
- Suportar cantilevers: Tal como na impressão 3D FFF, cada camada deve ser suportada pela anterior. É por isso que os cantilevers requerem a utilização de suportes.
- Precisão das primeiras camadas: É comum utilizar exposições longas para as primeiras camadas a fim de melhorar a aderência à plataforma de impressão. Esta sobre-exposição resulta frequentemente em camadas mais espessas, erros dimensionais e perda de precisão. A utilização de uma jangada e suportes torna desnecessário o posicionamento da peça sobre a base e, portanto, evita que as camadas sobre-expostas correspondam à peça.
- Minimizar a possibilidade de falha: Durante o processo de impressão, a resina cura em contacto com uma película FEP ou PDMS. Quando a plataforma é levantada, a interacção da peça com esta película gera forças de aderência que são maiores quanto maior for a superfície de contacto. É por isso que as peças são frequentemente posicionadas obliquamente, minimizando a área de superfície por camada. Este posicionamento resulta geralmente numa superfície de cantilever maior que requer a utilização de suportes.
Partes dos suportes
Na impressão em resina, os suportes são divididos em três partes:
- Base: Esta é a área de contacto com a plataforma. Quanto maior a área de superfície, maior a aderência com a plataforma, mas maior o consumo de resina.
- Pilar ou corpo: Esta é a estrutura de elevação do suporte. É uma estrutura de coluna com risco de encurvar, pelo que o seu diâmetro deve ser correctamente ajustado de acordo com a sua altura e se está ou não interligado com outros suportes.
- Cabeça: Esta é a área de junção entre o suporte e a peça. É utilizado para reduzir a área de contacto com a peça. É o ponto mais fraco e o que apresenta o maior risco de fracasso.
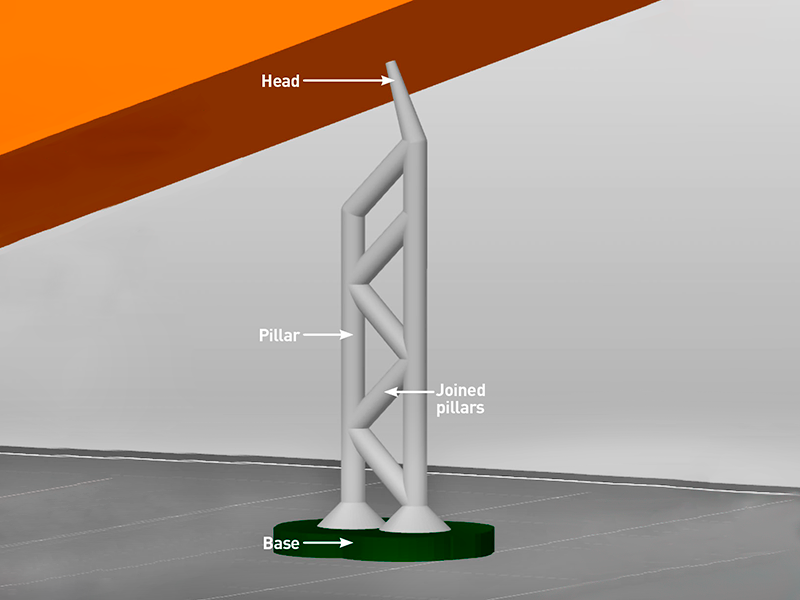
Imagem 1: Estrutura de um pilar. Fonte: makezine.
Parâmetros dos suportes
Embora possa variar de um software para outro, há vários parâmetros que devem ser definidos correctamente para uma impressão bem sucedida:
- Densidade de suporte: Este é o número de pilares de suporte por superfície que será gerado na parte. Quanto maior for o número de apoios, menor será o risco de fracasso, mas maior será o impacto estético da parte. Idealmente, deve ser utilizado o menor número possível de suportes, sem que a peça falhe. Pode também aparecer como um espaçamento, onde o valor indica a distância entre suportes.
- Tipo de suportes: Geralmente, dois tipos de suportes são diferenciados: suportes rectos e suportes de árvores. Os suportes de árvores são mais eficientes porque requerem menos material e uma densidade mais baixa, no entanto, nas partes altas podem ter um risco de falha maior do que os suportes rectos.
- Altura ou elevação: Esta é a distância que a parte será separada da base. Recomenda-se pelo menos entre 3 e 5 mm no mínimo.
- Diâmetro: Este é o diâmetro do corpo de suporte. Um diâmetro maior produzirá suportes mais estáveis, mas aumentará o custo da resina. O diâmetro do suporte não afecta o impacto visual da peça, pelo que o único ponto negativo é o desperdício de material. É aconselhável aumentar o diâmetro em peças que necessitem de suportes elevados, a fim de evitar falhas.
- Diâmetro do ponto de contacto: Esta é a área de contacto entre o suporte e a peça, e um dos parâmetros mais importantes. Um diâmetro maior produzirá uma melhor ligação entre a peça e os suportes, minimizando o risco de falha, mas terá também um maior impacto visual da peça.
- Suportes interligados: A função de suportes interligados cria estruturas de ligação entre os diferentes suportes, dando-lhes maior estabilidade. Alguns softwares aplicam esta função por defeito. Aumenta o custo da resina, mas reduz drasticamente o risco de fracasso.
Problemas comuns com suportes
Algumas das falhas mais comuns na impressão 3D em resina estão relacionadas com os substratos.
- A peça separa-se dos suportes: A fim de reduzir o impacto visual dos suportes na peça, os suportes são estreitados na sua área de contacto (cabeça), minimizando a superfície de contacto. As forças de elevação entre a peça e a folha de FEP ou PDMS causam por vezes a separação entre a peça e os suportes. Quando isto acontece, a solução é aumentar a área de contacto entre a peça e os suportes, o que pode ser feito de duas maneiras:
- Aumentar a área de contacto, o que tornará as marcas de parênteses mais visíveis e aumentará o risco de entalhes ao remover os parênteses.
- Aumentar a densidade dos suportes, o que também aumentará o impacto visual da peça. O risco de entalhar a peça ao removê-las é reduzido. Embora o risco de separação total da peça seja reduzido, alguns parênteses são susceptíveis de falhar.
- Alguns suportes se deslocam: No caso de suportes altos, há a possibilidade de encurvar durante a mudança de camada. Isto provocará deslocamentos de camadas que causarão a falha de alguns suportes. A melhor maneira de evitar isto é:
- Aumentar o diâmetro dos suportes
- Aumentar a interconexão
- Reduzir a velocidade de elevação da plataforma
- Os suportes não são facilmente removidos / a peça é danificada quando são removidos: Isto é causado por uma área de contacto excessivamente grande. É aconselhável reduzir a área de contacto com a peça de trabalho, o que aumenta o risco de separação entre a peça de trabalho e os suportes. Para compensar isto, a densidade de apoio pode ser ligeiramente aumentada.
Como remover os suportes
Alguns fabricantes recomendam a remoção dos suportes antes da pós-cura, enquanto outros recomendam a sua remoção depois. É melhor remover os parênteses antes da pós-cura, uma vez que serão mais fáceis de remover, e passar por cima das marcas uma vez que a peça esteja curada.
Os suportes nunca devem ser arrancados à mão, pois isto causará cortes e pequenas lágrimas na peça de trabalho. Os suportes devem ser sempre removidos utilizando um alicate de corte e lâminas, cortando próximo do ponto de contacto. Uma vez curados, podem ser lixados para reduzir o seu impacto visual.











