
Der 3D-Druck mit lichthärtenden Harzen ist in den letzten Jahren auf dem Vormarsch und hat sich zur zweitbeliebtesten 3D-Drucktechnologie nach FFF entwickelt, sowohl im professionellen als auch im Maker-Bereich. Dieser Boom ist das Ergebnis von zwei wichtigen Faktoren. Einerseits haben die niedrigeren Kosten von Harz-3D-Druckern aufgrund des Aufkommens neuer Technologien Harzdrucker in das gleiche Preissegment wie FFF gebracht. Auf der anderen Seite hat das Aufkommen neuer Materialien wie Dental-, Flex- und Konstruktionsharze die Herstellung von Harzteilen ermöglicht, die zuvor nur mittels FDM oder SLS realisierbar waren.
Die Hauptstärke des 3D-Harzdrucks, der die Aufmerksamkeit bestimmter Berufszweige wie der Zahnmedizin oder des Schmucks auf sich gezogen hat, ist die hohe Auflösung, die er erreichen kann. Sie reicht von 50 µm bis 150 µm in XY und von 30 µm bis 200 µm in Z, was unter der Mindestauflösung eines 3D-FFF-Druckers liegt. Infolgedessen haben kunstharzgedruckte Teile eine hohe Oberflächenqualität und einen hohen Detailgrad, was ihnen die höchste ästhetische Qualität aller additiven Fertigungstechnologien verleiht.
Grundlagen des 3D-Harzdrucks
Der 3D-Harzdruck basiert auf einem völlig anderen Prinzip als die meisten 3D-Drucktechnologien wie FFF oder SLS. Während bei diesen Technologien ein thermoplastisches Polymer als Ausgangspunkt verwendet wird, das zur Formung des Teils auf die Schmelztemperatur erhitzt wird, basiert der Harzdruck auf der Polymerisation eines reaktiven Gemischs von Monomeren und Oligomeren durch gezielte Lichteinwirkung. Das bedeutet, dass beim Harzdruck nicht der Kunststoff als Rohmaterial verwendet wird, sondern die Grundkomponenten, aus denen der Kunststoff besteht, und der Kunststoff durch eine chemische Reaktion während des Druckvorgangs gebildet wird.
Harze für den 3D-Druck setzen sich hauptsächlich aus drei Komponenten zusammen:
Monomere und Oligomere: Dies sind kleine Moleküle, die miteinander reagieren, um lange Polymerketten zu bilden, die den Grundbestandteil des Kunststoffs darstellen. Die Länge dieser Ketten bestimmt weitgehend ihre Eigenschaften
Vernetzer: Besteht aus größeren oder kleineren Molekülen mit zwei oder mehr reaktiven Gruppen, die sich an verschiedenen Stellen mit den Polymerketten verbinden können. Sie hat die Aufgabe, die Ketten fest miteinander zu verbinden. Im Allgemeinen entstehen bei der Bildung von Kunststoffen in Gegenwart von Vernetzungsmitteln so genannte Duroplaste oder Harze.
Photoinitiator: Er ist verantwortlich für die Förderung der Reaktion zwischen den Monomeren oder von diesen mit dem Vernetzungsmittel. Dabei handelt es sich um organische Moleküle, im Allgemeinen Farbstoffe oder Fluorophore, die in der Lage sind, in Gegenwart von Licht einer bestimmten Wellenlänge Kationen oder freie Radikale zu bilden und so radikalische oder kationische Polymerisationsreaktionen einzuleiten.
Licht, in der Regel blau (405 nm) oder violett (365 nm - 385 nm), wird verwendet, um die Fotoinitiatoren zu aktivieren und das Harz zu verfestigen, da dies der energetischste Bereich im sichtbaren Spektrum ist. Zu diesem Zweck werden in jeder Schicht nur die Bereiche beleuchtet, die Teil des Stücks sein werden.
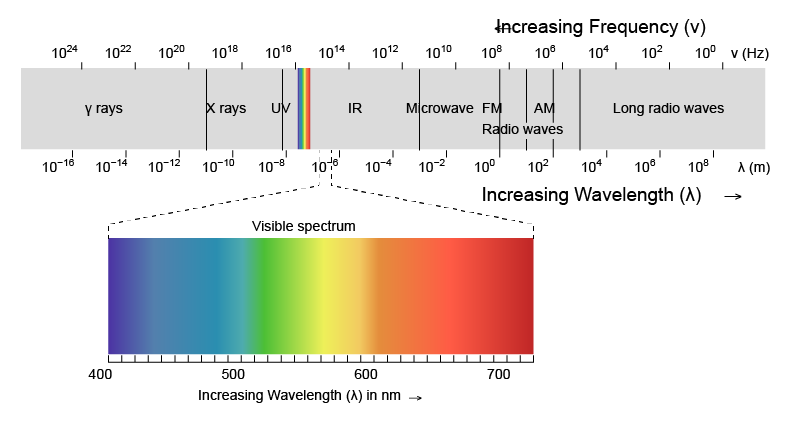
Bild 1: Sichtbares Lichtspektrum. Quelle: Wikipedia.com
Die 3D-Harzdrucktechnologien werden durch die Art der Lichtquelle und das verwendete selektive Beleuchtungsverfahren bestimmt. Derzeit gibt es drei gängige Technologien: SLA, DLP und LED-LCD.
3D-SLA-Druck
3D-SLA oder Stereolithographie-Druck ist die älteste kommerzielle 3D-Drucktechnologie. Sie wurde in der ersten Hälfte der 1980er Jahre entwickelt und 1986 vom 3D Systems-Gründer Chuck Hull patentiert, nur drei Jahre bevor der Stratasys-Gründer Scott Crump die FDM-Technologie patentierte.
Beim 3D-SLA-Druck wird das Harz mithilfe eines Laserstrahls mit einem Durchmesser von 150 bis 300 µm ausgehärtet. Der Laser tastet die Oberfläche jeder Schicht mit Hilfe eines Systems beweglicher Spiegel ab, das Galvanometer genannt wird. Der Hauptvorteil dieser Technologie ist die hohe Präzision, die sie vor allem im zentralen Bereich der Bauplattform erreichen kann und die nur von der SLS-Technologie übertroffen wird.
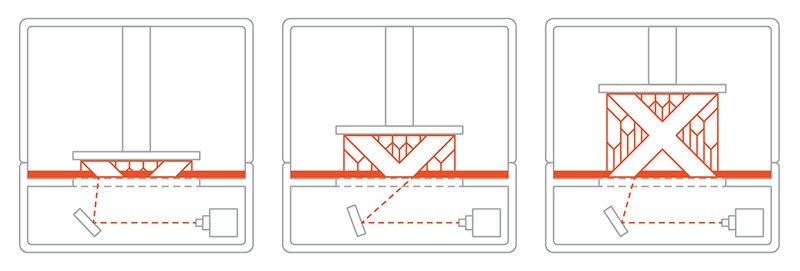
Bild 2: SLA-Druckverfahren. Quelle 3Dhubs.com
Ein weiterer Vorteil, der sich zum Teil aus dieser hohen Präzision ableitet, ist die Erzielung besserer Oberflächengüten als bei DLP- und LED-LCDs, da der Treppeneffekt, der bei letzteren zu sehen ist, nicht auftritt.

Bild 3: Oberflächengüte im 3D-SLA- und DLP-Druck. Quelle: Formlabs.com
Allerdings ist nicht alles ein Vorteil, da dies die langsamste Harzdrucktechnologie ist. Für jede Schicht muss die gesamte Oberfläche des Teils mit dem Laser gescannt werden, was ein langsamer Prozess ist, der zunimmt, je mehr Teile wir im Bauraum positionieren. Außerdem ist es notwendig, die Abtastgeschwindigkeiten in einem bestimmten Bereich zu halten, da sehr hohe Geschwindigkeiten zu einem Verlust an Präzision führen würden, der Hauptstärke dieser Technologie.
Video 1: Wie der SLA-Druck funktioniert Quelle: Formlabs.com
Diese Technologie wird von den renommierten Druckern von Formlabs verwendet, der Benchmark-Marke für den Harzdruck. Drucker wie Form 3 oder Form 3B nutzen diese Technologie in Verbindung mit hochpräzisen Galvanometern, um höchste Qualitätsstandards in kritischen Bereichen wie z.B. in der Schmuckindustrie, Zahnmedizin oder Medizin zu bieten.

Bild 4: Formular 3B Drucker. Schriftart: Formlabs.com
3D-DLP-Druck
Die DLP-3D-Drucktechnologie wurde mit dem Ziel entwickelt, die Druckzeiten für 3D-Harz zu reduzieren. Anstatt die Oberfläche des Teils mit einem Laser zu überstreichen, wird die gesamte Schicht gleichzeitig mit einer Lichtquelle, einem Gerät, das aus einem beweglichen Mikrospiegel-Array besteht, das als DMD (Digital Micromirror Device) bekannt ist, und einem Satz von Linsen, die für die Projektion des Bildes auf das Harz verantwortlich sind, projiziert.
Video 2: Wie ein DMD funktioniert. Quelle: TI.com
Diese Technologie war eine Revolution, da jede Schicht in wenigen Sekunden gebildet wird und die Druckzeit unabhängig von der Anzahl der auf die Unterlage gelegten Teile ist, nur von deren Höhe.
Ihr Hauptnachteil ist, dass die Druckauflösung von der Dichte der Mikrospiegel, die das DMD bilden, und der projizierten Oberfläche bestimmt wird. Bei demselben DMD-System führt eine größere Druckfläche immer zu einer proportionalen Verringerung der Auflösung, was bei SLA-Systemen nicht der Fall ist, wo die Auflösung durch den Durchmesser des Laserstrahls bestimmt wird und unabhängig von der Druckfläche ist.
Außerdem kann es bei der Verwendung von Projektionslinsen zu Verzerrungen in den weit vom Zentrum entfernten Bereichen kommen, die umso größer sind, je größer die Baugröße ist. Es ist möglich, diese Verzerrungen durch den Einsatz komplexerer optischer Systeme zu korrigieren, allerdings machen sie das Gerät oft sehr teuer und daher nicht sehr beliebt.
Die Oberflächenqualität der Teile ist in der Regel etwas schlechter als bei der SLA-Produktion, und in vielen Fällen tritt der Leitereffekt auf.
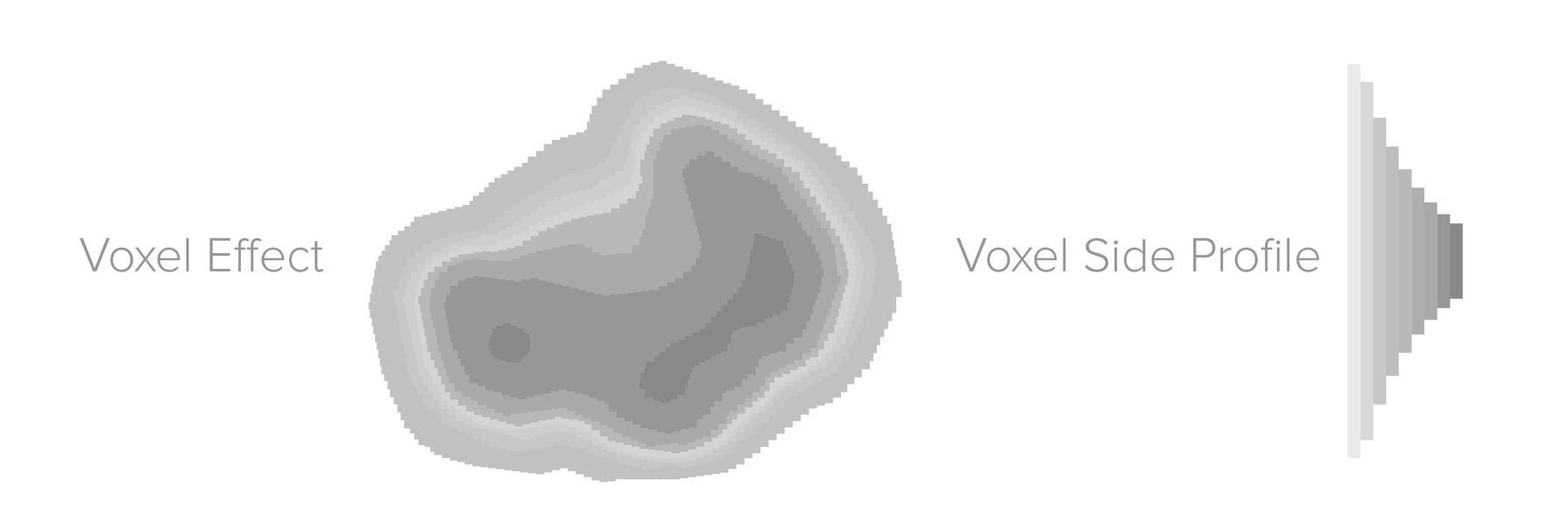
Bild 5: Treppeneffekt durch die Verwendung von quadratischen Voxeln im DLP Quelle: theorthocosmos.com
Obwohl die Druckzeiten kritisch verkürzt wurden, hat diese Technologie die SLA-Technologie nicht verdrängt. Heute ist es eine Technologie, die nicht mehr verwendet wird und hauptsächlich durch das Aufkommen der LED-LCD-Technologie verdrängt wurde.
3D-LED-LCD- oder MSLA-Druck
Es ist die neueste Technologie auf dem Markt und hat in den letzten Jahren ein erhebliches Wachstum erfahren. Sie wurde als Weiterentwicklung der DLP-Technologie entwickelt und hat diese heute praktisch ersetzt.
Die Funktionsweise ist ähnlich wie bei der DLP-Technologie, doch anstatt Licht mit einem digitalen Mikrospiegelgerät (DMD) zu reflektieren, wird ein LCD-Gerät verwendet, bei dem jedes Pixel als kleines Fenster fungiert, das Licht blockiert oder durchlässt.
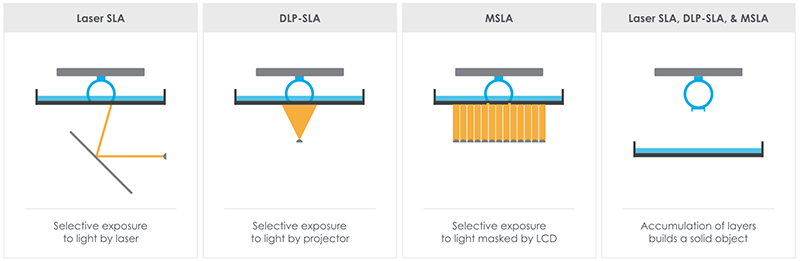
Imagen 6: SLA vs DLP vs MSLA. Fuente: theorthocosmos.com
LCD-Geräte sind die gleichen, wie sie in mobilen Bildschirmen oder TV- oder Computer-Panels verwendet werden, daher sind die Kosten viel niedriger als die von DMD-Geräten. Darüber hinaus sind sie in Größen von 3" bis 80" erhältlich, so dass die Projektion direkt und senkrecht zur Basis über die gesamte Fläche erfolgt. Dies vermeidet den Einsatz von teuren und komplexen Projektionslinsensystemen und die damit verbundenen Verzerrungen in DLP-produzierten Teilen.
Zu seinen Hauptvorteilen gehören die hohe Druckgeschwindigkeit und die niedrigen Kosten. Darüber hinaus übertrifft sie die DLP-Technologie in zweierlei Hinsicht: Erstens verhindert die senkrechte Projektion, wie bereits erwähnt, die Verzerrung durch die schräge Projektion, die bei DLP-Systemen durch Linsen entsteht. Zweitens können LCD-Geräte das Licht nicht nur blockieren oder durchlassen, sondern es auch filtern, indem sie die Lichtintensität an jedem Pixel unabhängig voneinander variieren. Dadurch ist es möglich, Anti-Aliasing-Verfahren einzusetzen, die den Treppeneffekt reduzieren und Oberflächenqualitäten ermöglichen, die denen von SLA sehr nahe kommen.
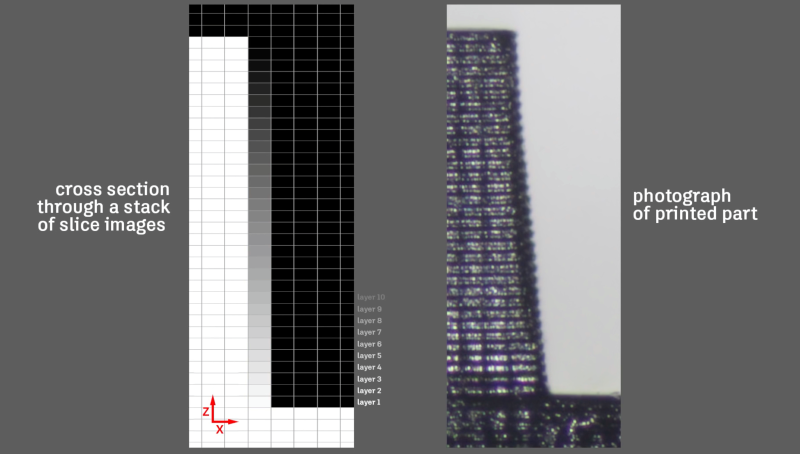
Bild 7: Subpixel- oder Antialiasing-Sampling zur Vermeidung des Treppeneffekts. Quelle: hackaday.com
All dies hat dazu geführt, dass ihr Wachstum in den letzten Jahren nicht nur die DLP-Technologie verdrängt hat, sondern auch beginnt, die SLA-Technologie in Branchen wie der Zahnmedizin zu ersetzen, in denen die SLA-Technologie ein Standard ist.
Zu den Nachteilen gehört die hohe Erwärmung durch die verwendeten LED-Matrizen, die die Implementierung von effektiven Kühlsystemen erzwingt, die die Erwärmung des Harzes bei langen Abdrücken verhindern.
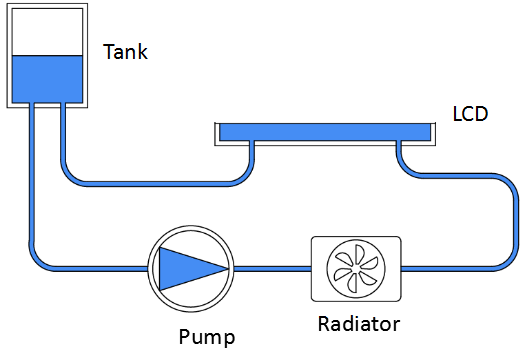
Bild 8: Flüssigkeitskühlsystem eines Uniz-Druckers. Quelle: Uniz.com
Es ist die Technologie, die in allen preiswerten Harz-3D-Druckern und auch in den neuesten professionellen Modellen wie dem Uniz Slash vorhanden ist.

Bild 9: Uniz Slash Plus Drucker. Quelle: Uniz.com
Welche Technologie Sie wählen sollten
Heute könnte das Dilemma auf zwei Technologien reduziert werden: SLA oder LED-LCD.
Trotz des Wachstums der LED-LCD-Technologie ist die SLA-Technologie im professionellen Umfeld immer noch die Mehrheit. Dafür gibt es zwei Gründe: Zum einen ist die hohe Qualität und Genauigkeit, die durch SLA mit Druckern wie Formlabs erreicht wird, nur schwer zu erreichen. Auf der anderen Seite brauchen neue Technologien eine Übergangszeit, um in den Unternehmen Platz zu finden, da die aktuelle Ausrüstung amortisiert werden muss und das Misstrauen gegenüber neuen Systemen mit geringer Implementierung in ihrem Sektor groß ist.
Die neuen professionellen LED-LCD-Drucker, wie z.B. Uniz, können jedoch einen wichtigen Wettbewerbsvorteil darstellen, da sie die Produktion von Kleinserien mit einer ähnlichen Qualität wie SLA und in einem Bruchteil der Zeit ermöglichen. Zum Beispiel bei der Herstellung von Modellen für den Wachsausschmelzguss, der in einigen Zweigen der Schmuckindustrie weit verbreitet ist und der zu erheblichen Einsparungen führen kann, nicht nur bei Zeit und Ressourcen, sondern auch bei den Kosten.
Die Entscheidung für das eine oder das andere muss sich nach den Bedürfnissen des Anwenders zwischen Präzision und Produktionskapazität richten. In vielen Fällen sollten sie nicht als rivalisierende Technologien betrachtet werden, sondern als komplementär, wobei ein Team für die Produktion von Kleinserien und ein anderes für feinere und präzisere Arbeiten zuständig ist.











