La configuración correcta de los parámetros de velocidad y aceleración es algo fundamental. La velocidad máxima de impresión suele estar limitada de manera efectiva por el caudal volumétrico máximo capaz de proporcionar el hotend, mientras que no existe un límite exacto de velocidad de movimiento del cabezal, sino que velocidades y aceleraciones más altas tienden a disminuir la calidad de impresión.
Parámetros de velocidad y aceleración
Los movimientos rectos en los ejes constan de tres etapas:
-
Aceleración desde la velocidad de cambio de dirección hasta la velocidad máxima.
-
Desplazamiento a velocidad máxima constante
-
Deceleración hasta velocidad de cambio de dirección.
Es por esto que existen tres parámetros que definen las velocidades y aceleraciones en el movimiento de una impresora 3D FFF para cada uno de los 4 ejes (X, Y, Z, E). Estos parámetros son velocidad máxima, aceleración y velocidad de cambio de dirección (jerk).
Velocidad máxima: Máxima velocidad a la que se puede mover el cabezal en cada eje. En general se configura en el laminador y puede ser distinta para cada elemento de la pieza.
Velocidad de cambio de dirección: Suele estar configurada directamente en el firmware y suele ser constante para cada eje. Es la velocidad máxima permitida antes de un cambio de dirección.
Aceleración: Es el valor de aceleración que se aplica para pasar de la velocidad de cambio de dirección a la velocidad máxima y viceversa. Suele estar configurada en el firmware y suele ser constante para cada eje.
Aunque en general se suele considerar que la velocidad de impresión impacta en la calidad de la pieza, los parámetros que mayor influencia tienen en este sentido son la aceleración y la velocidad de cambio de dirección, ya que deceleraciones y velocidades de cambio de dirección altas transmiten la energía del cabezal más rápidamente a la estructura de la impresora, produciendo vibraciones y posibles pérdidas de paso a los motores.
Esto no quiere decir que la velocidad de impresión en sí no tenga impacto. Cuanta mayor velocidad, mayor será el momento lineal del cabezal, y por tanto mayor cantidad de energía se disipará en la deceleración y cambio de dirección, por lo que velocidades altas de impresión también afectarán a la calidad de impresión.
Configuración de velocidad
En general, los fabricantes suelen incluir configuraciones correctas de aceleración y velocidad de cambio de dirección en el firmware de sus equipos, por lo que no es recomendable modificarlos. La configuración más habitual se basa en ajustar la velocidad de impresión en el software de laminado.
Actualmente, la mayoría de software de laminado permiten modificar el valor de velocidad para los distintos elementos de la pieza. Esto es una ventaja importante a la hora de optimizar los tiempos de impresión, ya que no todas las zonas de la pieza requieren la misma calidad de impresión. Los elementos más habituales sobre los que se puede modificar la velocidad de impresión son:
-
Perímetros: Los defectos grandes en perímetros internos pueden verse reflejados en la superficie de la pieza. Es por esto que se suelen usar valores intermedios a los empleados en los perímetros externos y el relleno.
-
Perímetros externos: Junto con la primera y la última capa, es la parte visible de la pieza. Es recomendable emplear velocidades medias o bajas para asegurar un buen acabado. En general se suele reducir la velocidad de impresión entre un 25 % y un 50 %.
-
Relleno: Se suele usar la máxima velocidad, ya que los defectos o vibraciones que se producen en esta zona no suelen ser visibles en el exterior de la pieza. Cuando se usen velocidades muy altas de relleno, es recomendable emplear valores de superposición de relleno en perímetros bajos (10 % - 15 %)
-
Relleno sólido: Al igual que en el caso del relleno, es habitual usar la máxima velocidad ya que los defectos no suelen impactar en la calidad de la pieza.
-
Primera capa: Con el fin de asegurar una buena adherencia a la base de impresión, se suelen emplear velocidades muy bajas para la primera capa. Lo más habitual es no sobrepasar los 20 mm/s
-
Última capa: Al igual que en caso de los perímetros externos, es habitual emplear velocidades con una reducción de entre el 25 % y el 50% para asegurar una buena calidad.
-
Material de soporte: La velocidad depende en gran medida de si se emplea material soluble o si los soportes se fabrican en el mismo material de la pieza. En general se emplean velocidades algo más bajas en los soportes, ya que por su baja densidad corren el riesgo de fallar. Los materiales solubles suelen requerir una menor velocidad debido a su baja adherencia.
-
Puentes: Con el fin de mejorar la calidad de los voladizos en puentes, se suelen seleccionar velocidades altas. Son habituales valores del 110 % o el 120 %.
En la siguiente tabla se muestran algunos valores seguros para impresoras con cabezales ligeros y pesados.
|
Parámetro |
Impresora 3D con cabezal ligero (<200 g) |
Impresora 3D con cabezal pesado (>200 g) |
|
Perímetros |
60 mm/s |
35 mm/s |
|
Perímetros externos |
40 mm/s |
25 mm/s |
|
Relleno |
80 mm/s |
50 mm/s |
|
Relleno sólido |
80 mm/s |
50 mm/s |
|
Primera capa |
20 mm/s |
15 mm/s |
|
Última capa |
40 mm/s |
25 mm/s |
|
Material de soporte |
50 mm/s |
30 mm/s |
|
Puentes |
100 mm/s |
60 mm/s |
En función de lo estable que sea la estructura de la impresora 3D, se podrán emplear velocidades superiores.
Limitaciones en función del tamaño y la geometría de la pieza
Es posible que con algunas piezas no sea posible emplear la máxima velocidad. Esto se debe a que en recorridos cortos puede ser necesario comenzar a decelerar antes de alcanzar la máxima velocidad. Esto se produce principalmente en configuraciones con valores muy bajos de aceleración y piezas pequeñas con geometrías complejas. Generalmente, en estos casos, aparece un desfase importante entre el tiempo de impresión estimado por el software de laminado y el tiempo de impresión real.
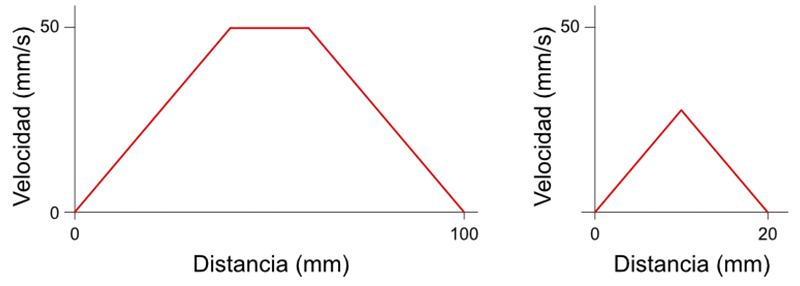
Imagen 1: Perfiles de aceleración, velocidad constante y deceleración para un recorrido corto y uno largo. Fuente: Filament2print.com
Problemas derivados de un mal ajuste de velocidades o aceleraciones
En general, velocidades bajas no suelen derivar en problemas, más allá de tiempos de impresión excesivamente largos. Sólo cuando las velocidades son excesivamente bajas (5-10 mm/s) pueden conllevar problemas de extrusión inconsistente debido a la baja velocidad del motor del extrusor, incapaz de proporcionar un flujo constante. Este problema no se producirá en aquellos extrusores que incorporen reductora.
Sin embargo las velocidades altas son causa frecuente de problemas:
-
Vibraciones: Uno de los problemas más habituales es la aparición de vibraciones. Estas vibraciones se suelen reflejar en patrones de ondas en la superficie de la pieza, en general en torno a las aristas.

Imagen 2: Patron en la superficie de una pieza producida por vibraciones en la impresora. Fuente: Simplify3D.com
-
Pérdida de pasos en el motor: La combinación de altas velocidades, unido a motores alimentados con bajas corrientes, pueden provocar pérdida de pasos que se reflejen en errores dimensionales de la pieza o desplazamientos de capa.
Imagen 3: Pieza con desplazamiento de capa. Fuente: Zortrax.com
-
Separación de la pieza de la base: Las velocidades altas son también una de las causas frecuentes de que la pieza o los soportes se despeguen de la base. Esto puede deberse a las vibraciones, al rozamiento de la boquilla con la pieza o a una combinación de ambas.
-
Unión de relleno y perímetros y cierre de perímetros: Velocidades de impresión o de cambio de dirección altas pueden provocar una mala unión entre el relleno y los perímetros o evitar que el perímetro cierre correctamente al producirse una mala adherencia de las secciones finales de línea. Este fenómeno se da más habitualmente en la primera capa.











