Aunque en general en impresión 3D SLS las piezas se producen macizas, existen algunos casos en los que es necesario ahuecar la pieza o emplear patrones de relleno: los grandes volúmenes, generalmente producen acumulación de calor y presentan una elevada contracción en el enfriamiento, por lo que el riesgo de fallo es muy alto.
Para evitar esto, es recomendable reducir el volumen de pieza impresa, lo cual se puede llevar a cabo de dos formas:
Ahuecar la pieza
La tecnología de impresión SLS es una tecnología autosoportada, por lo que no es necesario emplear patrones de relleno. Es por esto que una de las estrategias más habituales es imprimir piezas huecas. En estos casos, el espesor de pared de la pieza definirá su resistencia.
Es posible dejar la pieza con el polvo sin sinterizar en su interior, sin embargo, si se desea retirarlo será necesario contemplar agujeros de escape en la pieza. Estos agujeros pueden hacerse en diseño, pero también mecánicamente sobre la pieza final.
En el caso de emplear un único agujero de escape, es recomendable que su diámetro no sea inferior a 5 mm. Si se emplean varios, puede reducirse el diámetro hasta 3 mm.
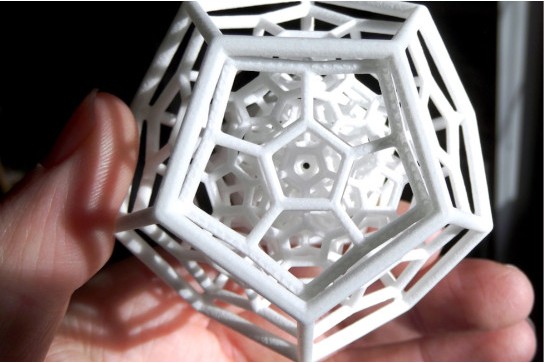
Emplear patrones de relleno
Puede darse la situación de que la pieza hueca no cumpla con los requerimientos mecánicos necesarios. En estos casos pueden emplearse patrones de relleno que sirvan de refuerzo. El patrón de relleno, a diferencia de lo que pasa en tecnología FDM, no se realiza durante el laminado, por lo que debe contemplarse durante el diseño de la pieza. No existen limitaciones a la hora de diseñar patrones, por lo que se debe buscar preferentemente una organización espacial homogénea que permita mantener la isotropía de las piezas.
Al igual que en el caso de las piezas huecas, es posible dejar la pieza final con el polvo atrapado en el interior o retirarlo. Si se desea retirar, en este caso la complejidad aumenta, ya que el patrón de relleno debe presentar celdas completamente interconectadas que permitan migrar al polvo hasta los agujeros de escape. Este tipo de piezas requieren un mayor número de agujeros de escape y puede resultar complicado eliminar por completo el polvo del interior.
En esta guía se tratan los conceptos de forma general y sin enfocarse en una marca o modelo concreto, aunque se puedan mencionar en algún momento. Pueden existir diferencias importantes en los procedimientos de calibración o ajuste entre diferentes marcas y modelos, por lo que se recomienda consultar el manual del fabricante antes de leer esta guía.











