A la hora de preparar un archivo para impresión, es muy importante conocer los parámetros básicos y su funcionamiento. La cantidad de parámetros disponibles en los software actuales de laminado es cada vez mayor, sin embargo, a no ser que se tenga un conocimiento profundo del software y la tecnología, es recomendable comenzar modificando únicamente los básicos.
Se pueden distinguir tres grupos de parámetros: los que dependen del material, los que definen el perfil de impresión y los que definen el hardware. Dependiendo de cada software pueden aparecer en categorías diferentes o mezclados entre sí.
Parámetros que definen el hardware
Generalmente están relacionados con la boquilla de la impresora y es necesario modificarlos cuando se cambie por otra de diferente diámetro.
-
Diámetro de boquilla: Se trata del diámetro real de la boquilla empleada. Si se emplea una boquilla de 0.4, deberá seleccionarse 0.4 mm.
-
Ancho de extrusión: Es el ancho real de la línea extruida, depende de la altura de capa empleada y suele ser mayor del diámetro de la boquilla. Para conocer el valor real es necesario imprimir un cubo en modo vaso y medir el espesor real de pared. Para una altura de capa equivalente al 50% del diámetro de la boquilla, el ancho de extrusión suele ser un 20% mayor. Es decir, si se emplea una boquilla de 0.4 mm y una altura de capa de 0.2 mm, el ancho de extrusión será 0.48 mm
Parámetros del material
Los parámetros del material son aquellos que dependen directamente de cada material y que por lo tanto deberán modificarse cuando se cambien de material. Los más importantes son:
-
Temperatura de impresión: Define la temperatura de la boquilla durante la impresión. Se trata de un dato facilitado por los fabricantes, pero que se recomienda calibrar para cada impresora.
-
Temperatura de la base: Al igual que la temperatura de impresión, deberá consultarse la información del fabricante para cada material. Define la temperatura de la base durante la impresión.
-
Temperatura de cámara: Sólo disponible en impresoras con cámara calefactada. Define la temperatura de la cámara durante la impresión. Se suele emplear una temperatura ligeramente inferior a la Tg del material.
-
Flujo: Se trata de un factor de compensación de la velocidad relativa de extrusión respecto a la de impresión. Un valor menor de 1 (o 100%) provocará una menor extrusión mientras que valores por encima de 1 (o 100%) provocarán sobre extrusión. Aunque generalmente el valor correcto es 1, algunos materiales como el PLA o PETg pueden requerir valores menores (0.9-0.95) mientras que otros requieren valores más altos, como el TPE y TPU (1.05-1.15)
-
Velocidad de retracción: Junto con la distancia de retracción, definen los valores de retracción del material. Este parámetro depende también en gran medida del tipo de impresora empleada. Debe ajustarse correctamente para cada combinación material-impresora. Generalmente se encuentra en el rango de 20 - 40 mm/s.
-
Distancia de retracción: Es la distancia que se retrae el filamento antes de cada desplazamiento. Al igual que la velocidad de retracción, debe ajustarse correctamente para cada combinación material-impresora.
-
Velocidad del ventilador de refrigeración: define la velocidad del ventilador de capa y por tanto el enfriamiento de la pieza durante la impresión. Se debe consultar en la información del fabricante si el material requiere o no de esta función. Es habitual que con el ABS esté apagado siempre, mientras que con el PLA se emplee a máxima velocidad en todo momento. Otros materiales como el PETg o el ASA pueden requerir el uso del ventilador de capa a baja velocidad (20-50%). Generalmente los software de laminado permiten seleccionar distintas velocidades a diferentes alturas, ya que en cualquier caso el ventilador debe estar apagado en las primeras capas para garantizar una buena adherencia a la plataforma.
Parámetros que definen el perfil de impresión
Se trata de parámetros que van a definir la calidad, acabados y resistencia de la pieza final. No dependen directamente del material por lo que no es necesario ajustarlos para cada material. Se pueden clasificar en varias categorías en función del elemento al que afectan.
Parámetros de capa
-
Altura de capa: Define el espesor de cada capa. El punto dulce suele coincidir con la mitad del diámetro de la boquilla. Por ejemplo, para una boquilla de 0.4 mm será 0.2 mm, mientras que para una de 0.6mm será 0.3mm. Nunca se deben emplear alturas de capa superiores al 75% del diámetro de boquilla.
-
Altura de la primera capa: Define la altura de la primera capa, que está en contacto con la base. Puede ajustarse a una valor ligeramente inferior a la altura de capa, con el fin de mejorar la adherencia a la base.
-
Nº de capas sólidas inferiores: Define el número de capas densas que se imprimirán en la parte inferior de la pieza. El número de capas sólidas inferiores, multiplicado por la altura de capa define el espesor de pared de la pieza en su parte inferior. Se recomienda emplear un número suficiente de capas que permitan obtener espesores mayores de 1mm.
-
Nº de capas sólidas superiores: Define el número de capas densas que se imprimirán en la parte superior de la pieza. El número de capas sólidas inferiores, multiplicado por la altura de capa define el espesor de pared de la pieza en su parte superior. Se recomienda emplear un número suficiente de capas que permitan obtener espesores mayores de 1mm.
Parámetros de perímetros:
-
Nº de perímetros: Define el número de perímetros que tendrá la pieza. El espesor de pared de la pieza será el número de perímetros multiplicado por el ancho de extrusión. Se recomienda emplear un número mínimo que permita obtener un espesor de pared de al menos 1 mm.
-
Modo vaso: Es una función presente en la mayoría de softwares. Al activarla, únicamente se imprimirá un perímetro de forma continua durante toda la pieza.
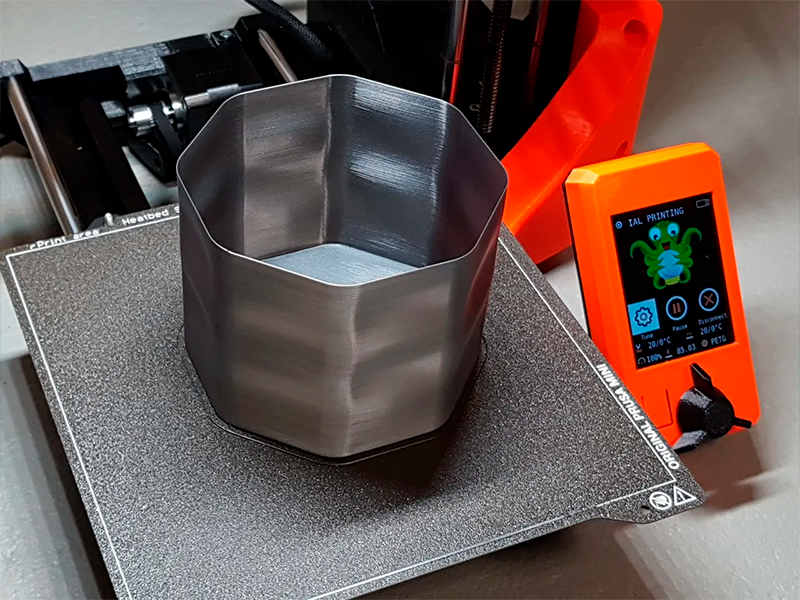
Imagen 1: Pieza impresa en modo vaso. Fuente: Prusaprinters
Parámetros de relleno:
-
Densidad de relleno: Es la proporción de relleno en el interior de la pieza. Se define como el volumen ocupado por material respecto del volumen vacío, por lo que con una densidad de relleno del 50%, la mitad del volumen interno de la pieza estará vacío. Lo habitual es emplear valores comprendidos entre 10 y 30 %.
-
Patrón de relleno: Define la geometría del patrón de relleno. No todos los software tienen los mismo, pero pueden clasificarse en tres categorías:
-
Bidimensionales o planares: Son los más habituales, como el rectilíneo, rejilla o triangular. Suelen ser los más rápidos, pero generalmente producen una alta anisotropía de la pieza.
-
Tridimensionales: Como el giroide o el cúbico. Proporcionan una menor anisotropía de la pieza, pero suelen implicar mayores tiempos de impresión.
-
Concéntricos: Son adecuados para obtener la máxima flexibilidad en piezas flexibles. En piezas rígidas suelen proporcionar mejores acabados, al no existir superposición con los perímetros, pero las propiedades mecánicas de la pieza serán mínimas. Puede ser adecuado en modelos visuales y maquetas.
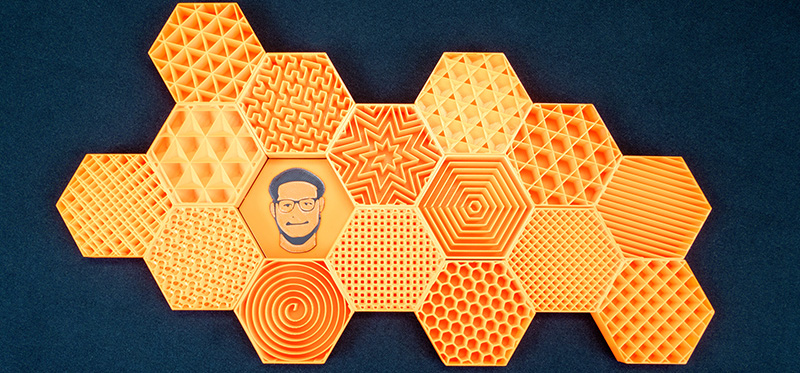
Imagen 2: Distintos patrones de relleno. Fuente: Prusaprinters.org
-
Superposición de relleno: Es la distancia que se superponen las líneas de relleno sobre los perímetros. Un valor alto mejorará la resistencia de la pieza, pero es posible que el patrón de relleno se haga visible en la superficie de la pieza.
-
Combinar relleno: Se trata de una función muy útil para reducir los tiempos de impresión cuando se emplean alturas de capa muy bajas. Por ejemplo cuando se imprime con una altura de capa de 0.1 y una boquilla de 0.4, es posible combinar relleno cada tres capas, por lo que las paredes se imprimirán con una altura de capa de 0.1 mm y el relleno con una altura de capa de 0.3 mm, reduciendo drásticamente el tiempo de impresión sin afectar al acabado superficial de la pieza.
Estos parámetros básicos, unidos a la configuración correcta de velocidad, adiciones a la base y una configuración correcta de soportes, permiten obtener perfiles de impresión completos y eficientes.











