Ao preparar um ficheiro para impressão, é muito importante conhecer os parâmetros básicos e como eles funcionam. O número de parâmetros disponíveis no actual software de laminação está a aumentar, contudo, a menos que se tenha um conhecimento profundo do software e da tecnologia, é aconselhável começar por modificar apenas os parâmetros básicos.
Podem distinguir-se três grupos de parâmetros: os que dependem do material, os que definem o perfil de impressão e os que definem o hardware. Dependendo do software, podem aparecer em diferentes categorias ou misturados entre si.
Parâmetros que definem o hardware
Estão normalmente relacionados com o bocal da impressora e precisam de ser modificados quando se muda para um bocal de um diâmetro diferente.
-
Diâmetro do bico: Este é o diâmetro real do bico utilizado. Se for utilizado um bocal de 0,4 mm, deve ser seleccionado 0.4 mm.
- Largura de extrusão: Esta é a largura real da linha extrudida, depende da altura da camada utilizada e é geralmente maior do que o diâmetro do bico. Para conhecer o valor real é necessário imprimir um cubo em modo de copo e medir a espessura real da parede. Para uma altura de camada igual a 50% do diâmetro do bico, a largura da extrusão é normalmente 20% maior. Ou seja, se for utilizado um bocal de 0.4 mm e uma altura de camada de 0.2 mm, a largura da extrusão será de 0.48 mm.
Parâmetros do material
Os parâmetros do material são aqueles que dependem directamente de cada material e que, portanto, têm de ser alterados ao mudar de material. As mais importantes são as seguintes:
- Temperatura de impressão: Define a temperatura do bico durante a impressão. Trata-se de um dado fornecido pelos fabricantes, mas recomenda-se a sua calibração para cada impressora.
- Temperatura de base: Tal como a temperatura de impressão, a informação do fabricante deve ser consultada para cada material. Define a temperatura da base durante a impressão.
- Temperatura da câmara: Apenas disponível em impressoras com câmara aquecida. Define a temperatura da câmara durante a impressão. É normalmente utilizada uma temperatura ligeiramente mais baixa do que a Tg do material.
- Fluxo: Este é um factor de compensação da velocidade relativa de extrusão para a velocidade de impressão. Um valor inferior a 1 (ou 100%) resultará em menos extrusão enquanto que valores superiores a 1 (ou 100%) resultarão em sobre extrusão. Embora geralmente o valor correcto seja 1, alguns materiais tais como PLA ou PETg podem exigir valores mais baixos (0.9-0.95) enquanto outros requerem valores mais altos, tais como TPE e TPU (1.05-1.15).
- Taxa de retracção: Juntamente com a distância de retracção, definem os valores de retracção do material. Este parâmetro também é altamente dependente do tipo de impressora utilizada. Deve ser definido correctamente para cada combinação media-impressora. Está geralmente no intervalo de 20 - 40 mm/s.
- Distância de retratação: Esta é a distância a que o filamento é retraído antes de cada deslocamento. Tal como a velocidade de retracção, deve ser definida correctamente para cada combinação material-impressora.
- Velocidade do ventilador de arrefecimento: define a velocidade do ventilador de camada e, portanto, o arrefecimento da peça durante a impressão. Consulte a informação do fabricante para saber se o material requer ou não esta função. Com ABS é geralmente sempre desligado, enquanto que com PLA é sempre utilizado à velocidade máxima. Outros materiais tais como PETg ou ASA podem exigir a utilização do ventilador de revestimento a baixa velocidade (20-50%). Geralmente o software de laminação permite seleccionar diferentes velocidades a diferentes alturas, pois em qualquer caso o ventilador deve ser desligado nas primeiras camadas para assegurar uma boa aderência à plataforma.
Parâmetros que definem o perfil de impressão
Estes são parâmetros que irão definir a qualidade, acabamento e resistência da peça final. Não dependem directamente do material, pelo que não é necessário ajustá-los para cada material. Podem ser classificados em várias categorias, dependendo do elemento que afectam.
Parâmetros de camadas
-
Altura da camada: define a espessura de cada camada. O ponto doce coincide geralmente com metade do diâmetro do bico. Por exemplo, para um bocal de 0.4 mm será de 0.2 mm, enquanto que para um bocal de 0.6 mm será de 0.3 mm. Alturas de camadas superiores a 75% do diâmetro do bico nunca devem ser utilizadas.
- Altura da primeira camada: Define a altura da primeira camada, que está em contacto com a base. Pode ser ajustado a um valor ligeiramente inferior à altura da camada, a fim de melhorar a aderência à base.
- Nº de camadas sólidas do fundo: Define o número de camadas densas a serem impressas no fundo da peça. O número de camadas sólidas inferiores multiplicado pela altura da camada define a espessura da parede da peça no fundo da peça. Recomenda-se a utilização de um número suficiente de camadas para obter espessuras superiores a 1 mm.
- Nº de camadas sólidas superiores: Define o número de camadas densas a serem impressas na parte superior da peça. O número de camadas sólidas inferiores multiplicado pela altura da camada define a espessura da parede da peça no topo. Recomenda-se a utilização de um número suficiente de camadas para obter espessuras superiores a 1 mm.
Parâmetros de perímetro:
-
Número de perímetros: Define o número de perímetros que a peça terá. A espessura da parede da peça será o número de perímetros multiplicado pela largura da extrusão. Recomenda-se a utilização de um número mínimo que permita obter uma espessura de parede de pelo menos 1 mm.
- Modo taça: Esta é uma função presente na maioria do software. Quando activado, apenas um perímetro será impresso continuamente ao longo de toda a peça.
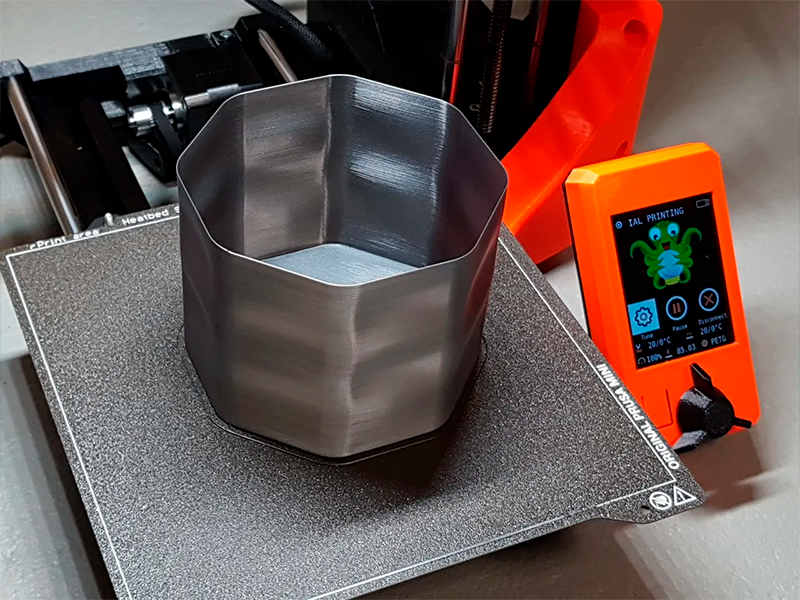
Imagem 1: Peça impressa em modo de copo. Fonte: Prusaprinters
Parâmetros de enchimento:
-
Densidade de enchimento: Esta é a proporção de enchimento dentro da peça. Define-se como o volume ocupado pelo material em relação ao volume vazio, portanto, com uma densidade de enchimento de 50%, metade do volume interno da peça estará vazia. É habitual utilizar valores entre 10 e 30%.
- Padrão de preenchimento: Define a geometria do padrão de preenchimento. Nem todo o software tem o mesmo, mas podem ser classificados em três categorias:
-
Bidimensional ou planar: Estes são os mais comuns, tais como rectilíneos, grade ou triangulares. São geralmente os mais rápidos, mas geralmente produzem uma alta anisotropia da peça.
-
Tridimensional: tal como gyroid ou cúbico. Fornecem menos anisotropia da peça, mas normalmente envolvem tempos de impressão mais longos..
-
Concêntrico: Estes são adequados para a máxima flexibilidade em peças flexíveis. Nas peças rígidas, normalmente proporcionam melhores acabamentos, uma vez que não há sobreposição com os perímetros, mas as propriedades mecânicas da peça serão mínimas. Podem ser adequados para modelos visuais e maquetes.
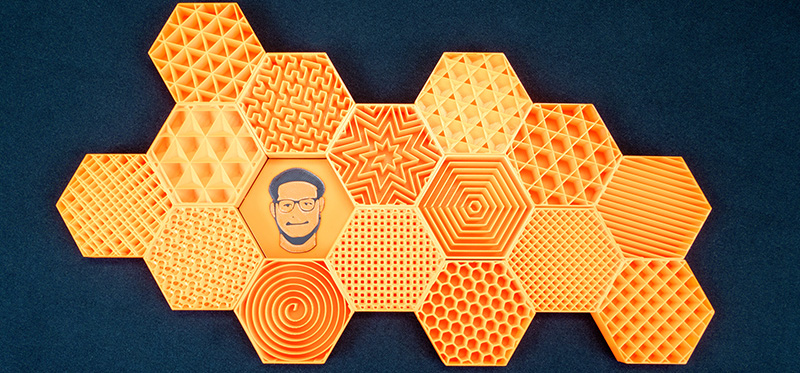
Imagem 2: Diferentes padrões de infill. Fonte: Prusaprinters.org
-
Sobreposição de enchimento: Esta é a distância que as linhas de enchimento se sobrepõem nos perímetros. Um valor elevado irá melhorar a resistência da peça, mas o padrão de preenchimento pode tornar-se visível na superfície da peça.
- Preenchimento combinado: Esta é uma função muito útil para reduzir os tempos de impressão quando são utilizadas alturas de camada muito baixas. Por exemplo, ao imprimir com uma altura de camada de 0.1 e um bico de 0.4, é possível combinar o infill em cada terceira camada, de modo a que as paredes sejam impressas com uma altura de camada de 0.1 mm e o infill com uma altura de camada de 0.3 mm, reduzindo drasticamente o tempo de impressão sem afectar o acabamento da superfície da peça.
Estes parâmetros básicos, juntamente com as definições de velocidade correctas, adições à base e definições correctas dos suportes, permitem perfis de impressão completos e eficientes.











