Beim 3D-Druck gibt es immer eine Reihe von benutzerabhängigen Faktoren, die oft über Erfolg oder Misserfolg eines Drucks entscheiden. Alle Faktoren werden in dem Druckprofil gesammelt, das jeder Benutzer bei jedem 3D-Druck verwendet.
In FDM-3D-Druckprofilen können Sie eine unendliche Anzahl von Parametern ändern: Drucktemperaturen und -geschwindigkeiten, die Art der Herstellung des inneren und äußeren Teils der Teile und alle anderen Parameter, die den 3D-Druck beeinflussen. Aus diesem Grund werden im Folgenden die wichtigsten Informationen beim Erstellen eines Druckprofils besprochen.
Zu berücksichtigende Aspekte
Bevor Sie mit der Änderung von Druckparametern beginnen, gibt es eine Reihe von Faktoren, die einen direkten Einfluss haben:
Teilegeometrie
Die Form und Dicke eines Teils wirkt sich direkt auf Druckparameter wie Geschwindigkeiten und Schichtdicken aus. Wenn ein Teil kleine Bereiche hat, muss das Druckprofil niedrigere Fertigungsgeschwindigkeiten haben, um die Teilequalität zu gewährleisten.
Material
Wie alle Anwender wissen, hat jedes Material einen vom Hersteller empfohlenen Temperatur- und Geschwindigkeitsbereich. Es ist ratsam, innerhalb dieser Werte zu bleiben, um mögliche Probleme zu vermeiden, wie z. B. das Auftreten von Partikeln des kalzinierten Filaments in der Düse durch Übertemperatur, die anschließend das Verklemmen des Filaments darin verursachen.
3D-Drucker
Innerhalb der FDM-3D-Drucker gibt es wichtige Unterschiede. Einer der Unterschiede, der die Konfiguration des Druckprofils am meisten beeinflusst, ist die Art des Extruders, Direkt- oder Bowden-Extruder, da sehr unterschiedliche Werte in den Bereichen Druckgeschwindigkeit, Geschwindigkeit und Länge des Rückzugs und sogar im Fluss benötigt werden.
Umwelt
Etwas, das nur wenige Anwender berücksichtigen, ist die Umgebung, in der sich der 3D-Drucker befindet. Temperatur, Feuchtigkeit oder das Vorhandensein von Luftströmungen sind Faktoren, die sich direkt auf das Druckprofil und in einigen Fällen auf die Oberflächengüte der Teile auswirken.
Zweck des Teils
Einer der vielen Vorteile des 3D-Drucks ist, dass ein und dasselbe Teil mit unendlich vielen verschiedenen Konfigurationen hergestellt werden kann: bessere oder schlechtere Oberflächengüte je nach Druckzeit, mehr Widerstand auf der einen oder anderen Oberfläche usw. Dies wird erreicht, indem jedes Profil an den jeweiligen Fall angepasst wird.
5 wichtige Tests
Wenn das alles klar ist, ist es an der Zeit, das Profil zu konfigurieren. Dafür hat Polymaker den PCP (Profile Creation Process) entwickelt, fünf Tests für jeden Benutzer, um das ideale Druckprofil zu erhalten:
Test 1: Extruderdurchfluss
Der erste Schritt besteht darin, die ideale Temperatur für das zu verwendende Material zu finden. Beginnen Sie mit der niedrigsten vom Filamenthersteller empfohlenen Temperatur und erhöhen Sie diese, bis der Fluss kontinuierlich ist und kein Verstopfen im HotEnd auftritt.
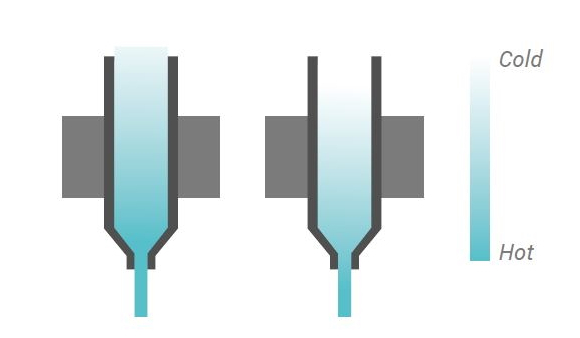
Bild 1: Extruderfluss. Quelle: Polymaker.
Benutzer, die die Temperatur perfekt einstellen möchten, können einen Temperaturtest durchführen, wie in der folgenden Abbildung dargestellt.

Bild 2: Temperaturturmtest.
Test 2: Flussmanagement
In diesem Abschnitt müssen Druckfehler, die durch eine schlechte Flusskonfiguration verursacht wurden, korrigiert werden. Dieses Missmanagement kann zu einem unregelmäßigen Fluss aufgrund eines zu hohen Extruderdrucks oder zu Filamentresten auf der gesamten Oberfläche des Werkstücks aufgrund einer falschen Konfiguration des Rückzugs führen.
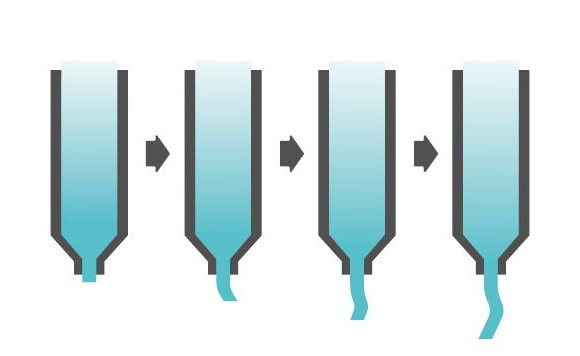
Bild 3: Flussmanagement. Quelle: Polymaker.
Test 3: Kühllüfter (Schicht)
Der Schichtlüfter ist eine der wichtigsten Komponenten eines 3D-Druckers, da sich mit ihm komplexere Geometrien und hochwertigere Oberflächen erzielen lassen.
Das folgende Diagramm zeigt die Kräfte, die auf den Verbund zwischen den Schichten wirken. "F1" ist die Abhebekraft des Materials, wenn es freitragend ist, und "F2" ist die Schwindungskraft, die durch die Spannung der Deckschicht verursacht wird. Der Wert dieser beiden Kräfte muss annähernd Null sein, um die mechanische und geometrische Stabilität zu erhalten. Um "F1 = 0" zu erreichen, muss die Schichthöhe, der Nachlaufwinkel und die Extrusionstemperatur reduziert werden; oder die Drehzahl des Schichtlüfters muss erhöht werden. Bei "F2" wird der Kraftwert durch Erhöhung der Extrusionstemperatur oder Reduzierung der Extrusionsgeschwindigkeit minimiert.
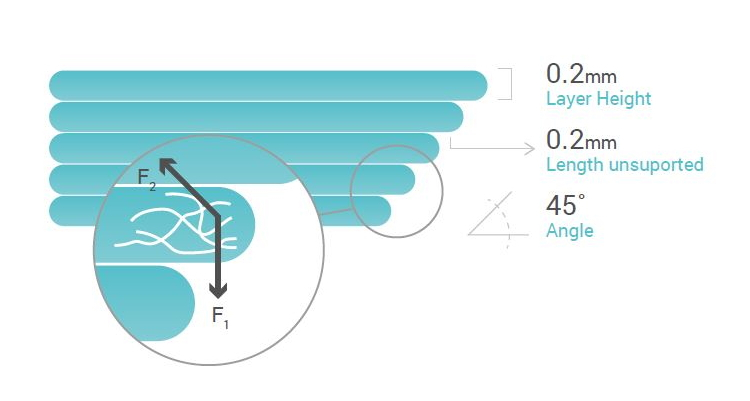
Bild 4: Bedeutung des Kühllüfters. Quelle: Polymaker.
Test 4: Delamination (Verzug und Rissbildung)
Eine häufige Erscheinung bei der Verwendung von Filamenten wie ABS oder ASA ist die Delamination zwischen den Schichten (Rissbildung) oder zwischen der ersten Schicht und der Basis (Verzug). Dies geschieht während eines Drucks durch die Akkumulation von Spannungen zwischen den Schichten, die durch die Wirkung der Kraft des Polymers selbst (F2) und die entgegengesetzte Wirkung der Adhäsion der unteren Schicht (F1.2) oder der Druckunterlage selbst (F1.1) verursacht werden. Wenn die an der Verklebung beteiligten Kräfte nicht ausgeglichen sind, kommt es zu einer Delamination, wie im folgenden Bild gezeigt.
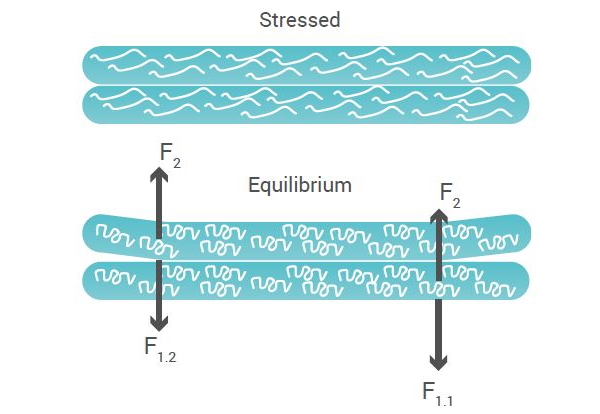
Bild 5: Delamination (Verzug und Rissbildung). Quelle: Polymaker.
Um dies zu vermeiden, muss der Anwender die ideale Temperatur der Basis finden und einen geschlossenen 3D-Drucker haben, wenn das zu verwendende Material dies erfordert.
Test 5: Feine Details
Um schließlich ein perfektes Finish auf der gesamten Oberfläche des gedruckten Teils, einschließlich der dünnsten Teile, zu erreichen, muss der Anwender den Durchfluss und die Kühlung durch den Schichtlüfter anpassen. Die Einstellung der beiden Parameter muss durch vorsichtiges Verändern der Werte erfolgen, um es nicht zu übertreiben, da dies die oben genannten Fehler verursachen kann.
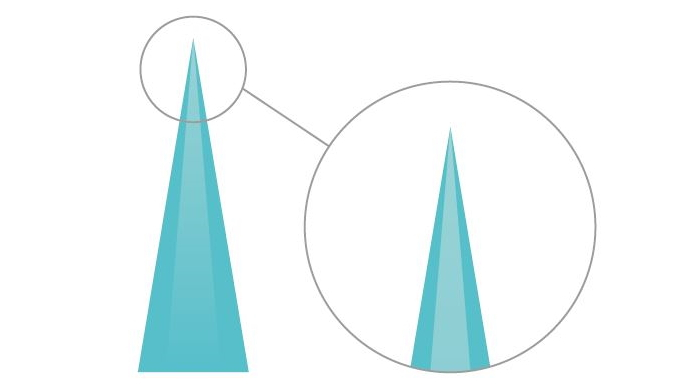
Bild 6: Feine Details. Quelle: Polymaker.
Fazit
Alle in diesem Artikel aufgeführten Informationen sind für einen Benutzer bestimmt, um das Druckprofil eines beliebigen Materials zu erreichen, unter der Voraussetzung, dass der 3D-Drucker in der Lage ist, die erforderlichen Druckparameter bereitzustellen.












Hola, tengo una impresora vitofeli xy, y cuando imprimo una letra de 10 cm de alto por 4 cm de grosor me falla en la misma parte. El archivo stl no tiene falla, lo revisé. Relleno 20% Pla La falla lo hace cuando ya imprimió 2 cm es en la letra S, en la parte de arriba la vuelta. Le puse primero 3 capaz en la pare y después 4 capaz y me hizo el mismo error, solo que menos visible. La imprimi más de 5 veces, de formas distintas, más capa, más relleno, de distintas formas en la cama y siempre me hace el mismo error en el mismo lugar. Espero algún consejo, gracias.
Hola Vanessa,
Sin ver una fotografía del fallo nos es difícil poder decirte más.
Puedes enviarnos un email a [email protected] e intentamos ayudarte.
Un saludo.
Boa tarde, fiz encomenda de impressora creality, mas ainda não chegou, procuro um programa para iniciar a fazer algumas peças Podem ajudar qual o programa que deve usar ?