

Wenn ein Anwender eines FDM-3D-Druckers ein mittleres Kompetenzniveau erreicht, möchte er die Komplexität seiner gedruckten Teile erhöhen, sowohl in Bezug auf die Funktionalität als auch auf die Oberfläche. Hier finden Sie einige Tipps, wie Sie die Leistung eines 3D-Druckers mit programmierten Anschlägen und Metalleinsätzen steigern können.
Planmäßige Abschaltung
Der programmierte Stopp ist eine sehr einfach auszuführende Aktion, vor der sich viele Anwender scheuen. Der erste Schritt zur Durchführung eines Stopps besteht darin, genau zu wissen, bei welcher Höhe (in Millimetern) Sie den Druck aus welchem Grund auch immer stoppen möchten. Je nach Laminierungssoftware kann der Benutzer sie direkt (X Schichtnummer) oder indirekt (X mm) finden. In letzterem müssen Sie die Nummer der Schicht ermitteln, in der Sie den Anschlag vornehmen möchten, und diese mit der Dicke jeder Schicht multiplizieren, um die Gesamthöhe in Millimetern zu erhalten.
Wenn die Gesamthöhe bekannt ist, z. B. 14 mm, gibt es zwei Möglichkeiten, den Anschlag zu programmieren: direkt im GCode oder in der Laminiersoftware.
In den Anfängen des 3D-Drucks wurde der GCode eines Teils modifiziert, um einen Anschlag in der gewünschten Höhe zu programmieren. Dazu muss der Anwender die Schichthöhe (Layer) finden und in der nächsten Zeile des Codes den Befehl M600 eingeben. Dieser Befehl ist der Filamentwechsel, der in 3D-Druckern, die Marlin oder Derivate verwenden, vordefiniert ist.
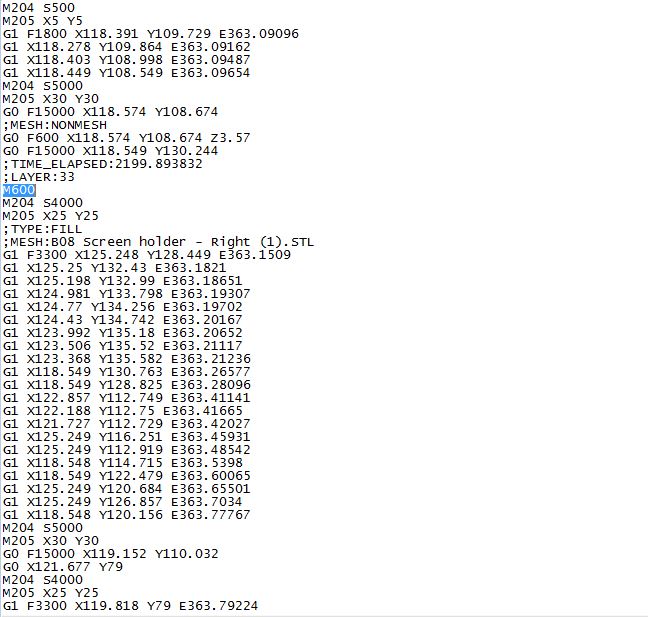
Bild 1: GCode mit M600-Anschlag
Heutzutage gibt es eine andere Methode, um einen Anschlag auf eine viel einfachere Weise zu machen. Laminiersoftwares wie Cura3D haben ein Plugin, um verschiedene Arten von Stopps durchzuführen. Da es auf diese Weise sehr einfach ist, diese Aktion auszuführen, werden in den folgenden Abschnitten die möglichen Arten von Stopps erläutert.
Filamentwechsel
Der Stopp durch Filamentwechsel ist eine ideale Aktion, wenn Sie Teile in mehreren Farben mit einem einzigen Extruder herstellen wollen, wobei der Anwender bei der Konstruktion beachten muss, dass dies nur für Farbwechsel entlang der Z-Achse und bei unterschiedlichen Schichthöhen gilt. Um den Filamentwechsel mit dem Cura3D zu programmieren, gehen Sie zu "Erweiterungen ->Postprocessing -> GCode ändern" und wählen Sie "Filamentwechsel", wo Sie die Schichthöhe, die Länge des Ein- und Ausfahrens des Filaments und die Position, an der Sie das HotEnd während des Stopps bewegen wollen, auswählen müssen. Diese Konfiguration kann so oft wiederholt werden, wie der Benutzer möchte.
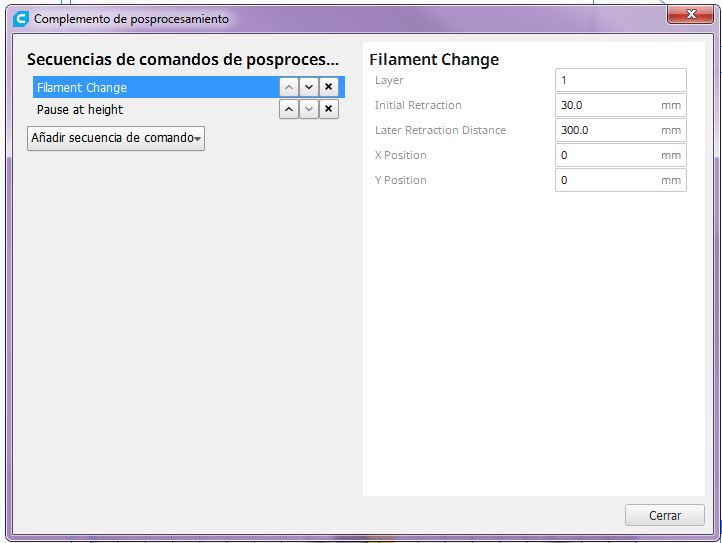
Bild 2: Wechseln des Filaments mit Cura3D. Quelle: Cura3D
Anschlag in der gewünschten Höhe
Das Ausführen eines Stopps in einer bestimmten Höhe ist sehr nützlich, um ein Element in das Innere des zu druckenden Teils einzuführen, z. B. andere gedruckte Teile, Magnete oder Muttern. Das Einarbeiten von Muttern in gedruckte Teile ist eine wirklich interessante und produktive Maßnahme bei der Herstellung von Funktionsteilen. Dazu muss die Konstruktion unter Berücksichtigung der Größe der Mutter (Länge zwischen den Stirnflächen auf den beiden Achsen), des notwendigen Spiels des Gehäuses und der Position der Mutter selbst erfolgen. Wenn die Position der Mutter Lücken ohne Material hinterlässt, was üblich ist, wenn die Mutter nicht parallel zur Druckunterlage platziert wird, empfiehlt es sich, ein Stück zu drucken, um es über der Mutter selbst zu platzieren, das es schafft, den freien Raum bis zur Höhe der Schicht, die zum Anschlag gemacht wurde, zu besetzen. Im folgenden Bild sehen Sie, was zuvor erklärt wurde; der lila Teil ist das Basisstück, der ockerfarbene Teil ist die Mutter und der blaue Teil ist das bedruckte Stück, um die unerwünschte Lücke zu füllen.
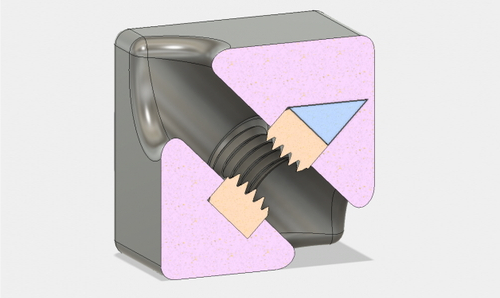
Bild 3: Einsetzen einer Mutter in eine schiefe Ebene. Quelle: Markengeschmiedet
In Cura3D wird diese Art des Anhaltens programmiert im Bereich: "Erweiterungen ->Postprocessing -> GCode ändern und "Pause auf Höhe" auswählen. Sowohl bei dieser Art des Anhaltens als auch bei "Filament wechseln" stoppt der 3D-Drucker, wenn er die gewählte Höhe erreicht, den Druck, bis der Benutzer ihn durch Drücken einer der Tasten auf dem Bildschirm wieder aufnimmt.
Metall-Einsatz
Eine Alternative zum Einarbeiten von Muttern in der Mitte eines Abdrucks ist die Verwendung von Metalleinsätzen. Unabhängig von der Art des Einsatzes muss sich der Anwender über die beiden Schlüsselfaktoren der Einsätze im Klaren sein: Auszugswiderstand und Rotationswiderstand. Der Auszugswiderstand ist der Widerstand des Einsatzes gegen das Herausrutschen aus seinem Gehäuse, wenn die Schraube angezogen wird. Dies ist ein Wert, der durch Vergrößerung der Länge des Inserts erhöht werden kann. Der Drehwiderstand ist der Widerstand des Einsatzes, sich um sich selbst zu drehen, wenn die Schraube angezogen wird. In diesem Fall steigt der Widerstand mit zunehmendem Lochdurchmesser. Ein weiterer Aspekt, der allgemein zu berücksichtigen ist, ist der notwendige Durchmesser für jeden Typ und jede Größe des Einsatzes, wobei es notwendig ist, das technische Datenblatt des Herstellers zu konsultieren, um den empfohlenen Lochdurchmesser zu erhalten.
Mit Blick auf die oben genannten Punkte ist es im 3D-Druck üblich, zwei Arten von Einsätzen zu verwenden: Wärmegewindeeinsätze und selbstschneidende Gewindeeinsätze.
Wärmegewindete Einsätze
Diese Einsätze werden mit thermoplastischen Materialien verwendet, die bei niedrigen Temperaturen schmelzen. Die Anwendung ist sehr einfach und erfordert nur einen Lötkolben oder eine andere Wärmequelle, die den Einsatz durch Kontakt erwärmt. Die Geometrie dieser Bauteile ist so ausgelegt, dass beim Aufschmelzen des Kunststoffs an den Wänden des Lochs eine starke Verbindung entsteht, die ein Herausrutschen oder ein Aufdrehen verhindert.
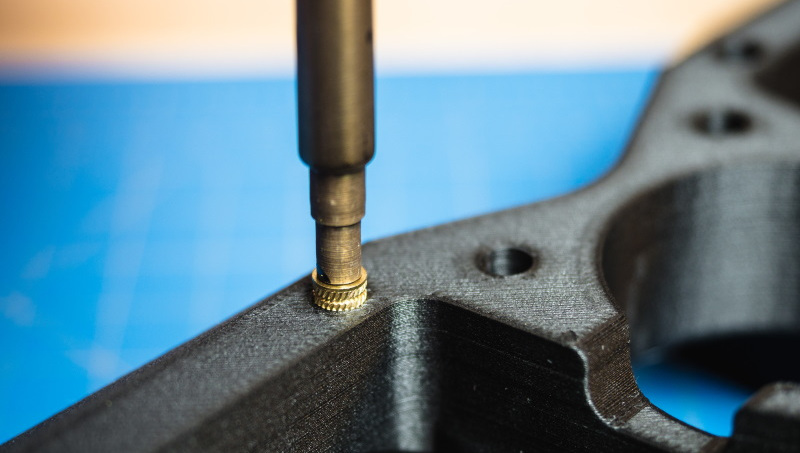
Bild 4: Wärmeeinbringung des Einsatzes. Quelle: Markforged: Markengeschmiedet
Diese Einsätze sind ideal für die meisten Teile und Materialien, die im FDM-3D-Druck verwendet werden.
Selbstschneidende Muffen oder Einsätze Typ ensat
Bestimmte Materialien, die im SLS- und Harz-3D-Druck verwendet werden, schmelzen bei höheren Temperaturen oder verhalten sich bei Erwärmung nicht stabil. In diesen Fällen wird die Verwendung von selbstschneidenden Gewindeeinsätzen (Ensatbuchse) empfohlen.
Diese Art von Einsatz ermöglicht die Verbindung durch Schrauben mit hoher Belastbarkeit und Temperaturbeständigkeit. Seine konische Form am unteren Ende, begleitet von einer Schneidrille, erzeugt das Gewinde automatisch in der Bohrung. Zum Einsetzen benötigen Sie nur eine Schraube mit dem Innendurchmesser des Einsatzes und zwei Muttern, um eine Kontermutter herzustellen.
Bild 5: Gegenmutter-System. Quelle: Norelem
Für diese beiden Typen von Einsätzen gibt es auch ein spezielles Werkzeug, das für Anwender empfohlen wird, die diese Art von Verfahren regelmäßig durchführen.
Fazit
Wenn Sie die oben genannten Tipps befolgen, kann jeder 3D-Drucker-Anwender seinen Anwendungsbereich erweitern, indem er die Funktionalität seiner Teile erhöht.












Bonjour Merci pour cet article Le "pause at height" arrete l'impression mais les parametres de dégagement xyz ne sont pas pris en compte et la tête reste a l'endroit de l'arrêt empechant la mise en place de l'ecrou... dommage
Hola, siguiendo vuestros artículos, veo que se puede programar un paro en una capa deseada, me podéis explicar cómo puedo editar el gcode en cura para hacer un paro. Gracias.
bonjour , je tient juste a signaler que le "Pause at height" sur cura ne marche pas je m'explique ! je veut insérer des aimant dans mon impression j'ai modifier mon g-code comme suggère les informations au dessus mais mon impression s'arrête 5 seconde puis reprend directement , (ender 3 v2 ne ce met pas en pause sur l'écran ) avez vous des solution ? je vous remercie pour cette mine d'information que vous nous proposer dans cette article