Quando um utente de impressão 3D se está a iniciar é frequente que surjam dúvidas sobre a qué temperatura se deve imprimir o PLA ou o ABS, que são os dois materiais mais comuns para iniciar na impressão 3D.
Como a maioria dos utentes de impressão 3D sabem, um dos principais parâmetros que afeta diretamente ao acabamento das peças realizadas com impressoras 3D FDM é a velocidade de impressão. Assim, a maior velocidade de impressão pior acabado obteremos e quanto menor seja esta melhor acabado. Por tanto, o acabamento pode-se afirmar que é diretamente proporcional ao tempo de impressão.
Conquanto é verdadeiro que há exceções à regra anterior, como por exemplo ao realizar peças pequenas e com capas de pouca área, já que ainda reduzindo muito a velocidade de extrusão, não se consegue um bom acabamento ou inclusive falha a impressão. Neste tipo de situações deve-se imprimir a peça deseja e uma cópia ou outra diferente como uma torre, a situar afastada da importante para que a capa tenha tempo a se solidificar por completo. Para materiais como PLA, PETG, CPE 100 se pode utilizar um ventilador de capa para ajudar a solidificar rapidamente as capas. Outra solução possível é a de programar paragens entre capas no software de laminado (Cura, Simplifiy3D, etc).
O relacionamento entre velocidade de impressão e a temperatura de extrusão
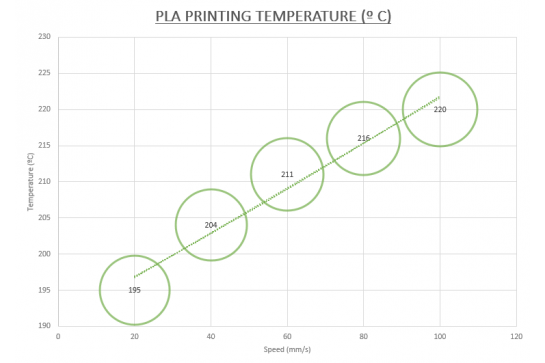
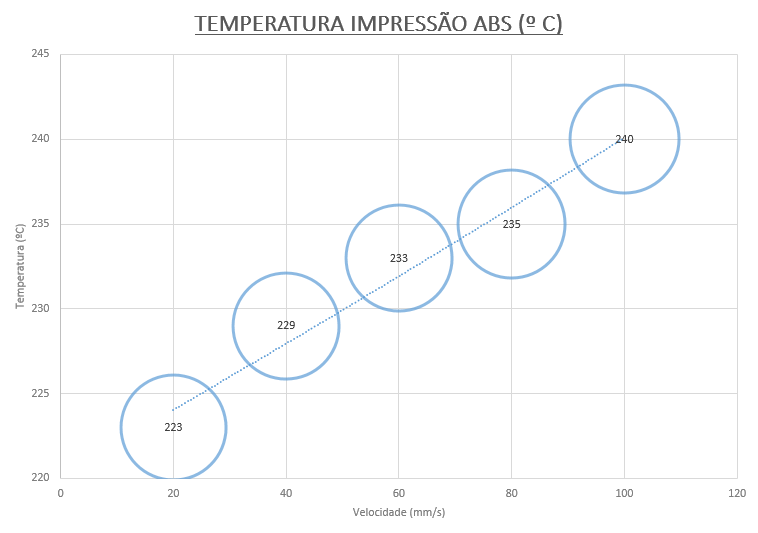
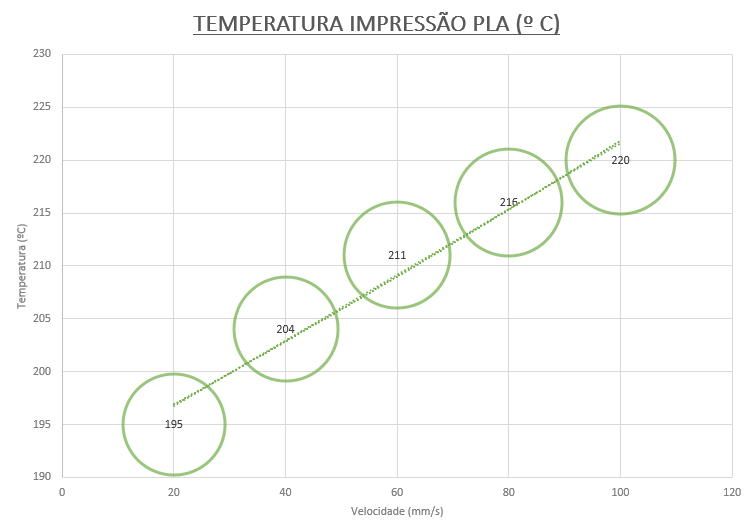
Mas além disso a velocidade de impressão (medida em mm/s) afeta à temperatura de extrusão como quanto maior seja a velocidade de impressão, maior temperatura de extrusão precisaremos.
Para conseguir a maior velocidade de impressão sem precisar um aumento de temperatura de extrusão, pode-se substituir o extrusor original da impressora 3D (extrusor v6), por um extrusor Volcano, que graças a dispor do cartucho aquecedor em posição paralela ao fluxo do filamento consegue fundir mais material e de maneira mais eficaz com menos consumo de energia.

Imagem 1: HotEnd v6 Original. Fonte: E3D-Online

Imagem 2: HotEnd Volcano E3D Original. Fonte. E3D-Online
Todos os fabricantes de filamentos facilitam uma categoria de temperaturas entre as quais a sua impressão é ótima. Normalmente esta temperatura ideal deve-se ir ajustando mediante provas até obter o melhor acabado e aderência, já que pode variar significativamente em função de que extrusor utilizemos por exemplo, já que segundo a posição e o estado da sonda de medição de temperatura real, esta pode variar significativamente.
Consulta a nossa gama de filamentos PLA




Outros fatores que variam a temperatura de extrusão
Existem outros fatores que afetam à temperatura de impressão e portanto há que ter em conta:
Diâmetro do nozzle
Outra feição que pode fazer variar a temperatura de extrusão é a mudança de diâmetro do nozzle. Ao passar de um nozzle de 0.4 mm a outro de 0.8 mm aumentamos a área pela qual sai o material e com isso se precisa mais temperatura de extrusão para aquecer o material extra que sai em comparação com o nozzle de menor diâmetro. Para realizar a mudança de nozzle corretamente visita o nosso artigo do blogue sobre nozzles.
Tipo de filamento: material, cor
O filamento ABS tem um menor coeficiente de fricção que o PLA pelo que requer de menos força para ser extruido, por isso precisa uma maior temperatura de impressão. Se não somos capazes de encontrar a temperatura ótima de impressão aparecerão problemas de impressão. Por exemplo, se a temperatura de extrusão é muito baixa, o filamento não fluirá corretamente pelo que podem ficar ocos entre capas e inclusive fazer com que se separem as capas. Se além disso aumentamos excessivamente a temperatura, o plástico deixará pontos ocos na peça.
Uma maneira de conseguir a temperatura adequada para um material é realizar provas de impressão a diferentes temperaturas. No nosso artigo de Conselhos para antes de uma impressão 3D podes ver como realizar este processo e outros muitos mais muito interessantes.
Além disso devemos ter em conta que se a cor do filamento é mais escuro precisará mais temperatura de extrusão devido aos próprios aditivos de coloração do filamento. Em função da cor do filamento pode chegar a variar a temperatura até 5 ºC imprimindo à mesma velocidade (Tanto à alça como à baixa).
Certos materiais sofrem mudanças de tonalidade com a variação da temperatura. Os filamentos de madeira variam a cor a mais clara (menor temperatura) a mais escuro (maior temperatura) conseguindo peças com decorações realmente surpreendentes.
Nas gráficas pode-se apreciar a tendência de como varia a temperatura de extrusão em função da velocidade de impressão mas esta não é a "verdade absoluta", pois como comentámos pode variar em função de muitos parâmetros.
Outros fatores a ter em conta para conseguir uma boa impressão em 3D
Por último recordar também que não só influi à impressão a temperatura do extrusor e da base, se não que a temperatura que rodeia à impressora também afeta. Em impressoras 3D fechadas, a temperatura pode manter-se estável pré-aquecimento a base, ou inclusive pode eleger-se em função do tipo de material a utilizar, como na 3NTR A4.
Controlar a temperatura do meio desta forma, permite realizar peças grandes com materiais como o ABS sem ter problemas de warping e cracking.
Também se recomenda controlar tanto a temperatura da cabine, evitando que supere os 28 ºC, como as correntes de ar onde se encontra a impressora 3D, para obter sempre impressões 3D de alta qualidade e sem erros.
Artigo publicado o 18/11/2015 e atualizado o 27/08/2018.












bonjour j aimerais avoir les parametres de la temperature de l 'extrudeuse (production abs sheet merci
Bonjour Hocine.
Vous pouvez voir tous les paramètres d'impression dans la section "Spécifications" du produit, feuille de l'un de nos ABS (Basic, Smartfil ou Premium).
Salutations.
Hola tengo una impresora ender 5 y puse el hilo abs, la puse para imprimir y el hilo no se queda pegado todo el rato se despega no se por que, me podéis ayudar, gracias.
Buenas, has calentado la cama de impresión lo suficiente? Mira l que indique el fabricante, aun así o recomendaría 5 o 10 grados mas durante las primeras capas para ayudar a adherirse bien la pieza. El ABS es uno de los mas complicados de imprimir y en ese aspecto posiblemente también tengas que utilizar laca para fijar o hay barras de pegamento, cinta de carrocero etc.....
Igual yo sufri mucho con el ABS en la primera Capa. Use temperatura Nozzle 245C y Cama 105C, Retraccion 30mm/s y velocidad 50mm/s y tape lo mas que pude la impresora para mantener la temperatura. No tengo mucha experiencia pero eso me resulto.
Boa noite, qual o nome da pessoa que fez esse artigo? preciso referenciar em um trabalho.
Translation: Good night, what is the name of the person who made this article? I need, to put his/her name in my college research