Sem produtos
Produto adicionado com sucesso ao carrinho
0 produtos no carrinho 1 produto no carrinho
 View larger
View larger


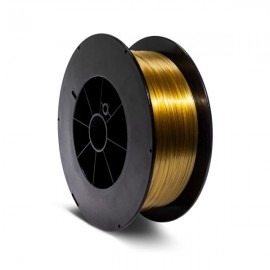
PCTG GF é uma versão reforçada com fibra de vidro (10%) do filamento Fiberlogy PCTG. O PCTG é um copoliéster frequentemente utilizado na impressão 3D como uma substituição direta para o PETG, mas com resistência superior ao impacto e ao calor. O Fiberlogy PCTG GF é adequado para impressoras 3D de mesa sem câmara aquecida, e sua alta estabilidade dimensional e mínima contração garantem que os modelos não se rachem durante o processo de impressão. Essas características tornam o filamento PCTG GF um material acessível e fácil de imprimir para todos.

Imagem 1: Peça impressa em 3D com o filamento PCTG GF em natural. Fonte: Fiberlogy.
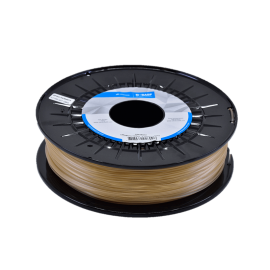
O filamento PCTG GF combina as excelentes propriedades mecânicas e térmicas do PCTG com as características únicas da fibra de vidro, criando um filamento que oferece alta resistência ao impacto (60 kJ/m²) e resistência à tração (25 MPa) para aplicações onde a resistência oferecida por outros polímeros não é suficiente. A inclusão da fibra de vidro na fórmula confere ao PCTG GF ainda mais rigidez, e torna as peças resistentes às intempéries e produtos químicos. As peças impressas em 3D têm um atraente acabamento fosco áspero com camadas quase imperceptíveis. Essa combinação de PCTG e fibras de vidro torna as peças impressas em 3D com o filamento PCTG GF adequadas para aplicações ao ar livre.

Imagem 2: Peça técnica impressa em 3D com o filamento Fiberlogy PCTG GF. Fonte: Fiberlogy.
O filamento PCTG GF oferece uma ampla gama de possíveis aplicações. No âmbito da prototipagem, ele se destaca na criação de protótipos funcionais, ferramentas especializadas e no suporte a processos de produção em pequena escala. No setor automobilístico, esse filamento encontra uso na fabricação de elementos como capas, conectores e carcaças de componentes eletrônicos, onde sua durabilidade e confiabilidade são essenciais. Além disso, na indústria eletrônica, o PCTG GF é altamente adequado para a fabricação de invólucros com maior resistência ao impacto, produtos químicos e temperaturas extremas, garantindo a proteção e a longevidade de dispositivos eletrônicos. Sua versatilidade o torna uma escolha valiosa em várias indústrias onde são necessários materiais resistentes e de alto desempenho.
| Resistência ao impacto (KJ/m2) | 60 |
| Alongamento ao rompimento (%) | 8 |
| Resistência à tração (MPa) | 25 |
| Resistência a raios UV | Resistência a raios UV |
| Reforçado com fibra | Reforçado com fibra |
| Resistência química | Resistência química |
| Ocultar variações de cores | (Ocultar variações de cores) |
Acessórios



30 outros produtos da mesma categoria:
-

3DXSTAT ESD FLEX TPU
130,00 €
-

3DXSTAT ESD PEKK-A
395,00 €
-

CarbonX™ ezPC+CF
88,00 €
-

CarbonX™ PA6+CF Gen3
68,00 €
-

CarbonX™ HTN+CF
175,00 €
-

PPS com fibra de carbono (PPS CF)
118,00 €
-

Thermax PPE-PS
85,00 €
-

Firewire PC-ABS
68,00 €
-

Thermax PPS
110,00 €
-

FEco Carbon - Colfeed4Print
165,00 €
-

Evolv3D™ OBC
78,00 €
-

Fluorodur PVDF
111,56 €
-

OBC 905
65,00 €
-

Essentium 9085 ULTEM
175,00 €
-

Essentium PCTG-Z ESD
95,00 €
-

Essentium PEEK
500,00 €
-
Essentium PEKK
562,50 €
-

ABS ESD + 3NTR
-

PPS nPOWER 3NTR
-

PEEK Ketaspire
169,00 €
-

CarbonX™ PP+CF
98,00 €
-

Facilan PCL 100
105,00 €
-

Cr SiC
170,65 €
-

Facilan Ortho
76,00 €
-

PI Z2
223,10 €
-

FEco TiO₂ - Colfeed4Print
175,00 €
-

Insublend
80,85 €
-
PPSU Ultrafuse
252,00 €
-
PAHT CF15 Ultrafuse
75,95 €
-

3DXSTAT ESD PPS
295,00 €
Categorias


