Neste artigo vamos falar sobre os tipos de extrusoras e HotEnd mais comuns no mundo da impressão 3D. Antes de começar deve-se esclarecer que todo o que citado é fruto da nossa experiência utilizando sempre produtos de primeiras marcas, como os produtos de E3D Online, empresa de componentes de impressoras 3D de alta qualidade especializados em extrusoras, HotEnd e nozzles (boquilhas). Este matiz é necessário já que se utilizam-se extrusoras e HotEnd de baixa qualidade pode dar-se o caso que não se cumpram as características que comentamos a seguir.
A função principal do extrusor é deslocar o filamento desde a bobina até o HotEnd da maneira mais precisa e à velocidade adequada para a impressão 3D, mas existem diferentes classificações das extrusoras. Neste pós analisaremos as principais.
Tipos de extrusoras em função do acionamento
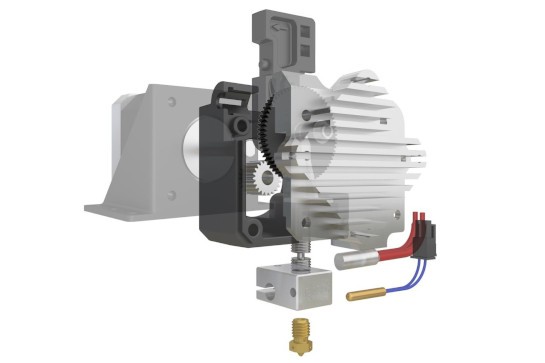
Dentro das extrusoras existem dois tipos em função do tipo de acionamento: Direto e Bowden. No extrusor direto, como o seu próprio nome indica, o filamento decorre diretamente desde a roda dentada do extrusor ao HotEnd. Inclusive há sistemas nos que estas duas partes estão juntas, como no Titan Aero.
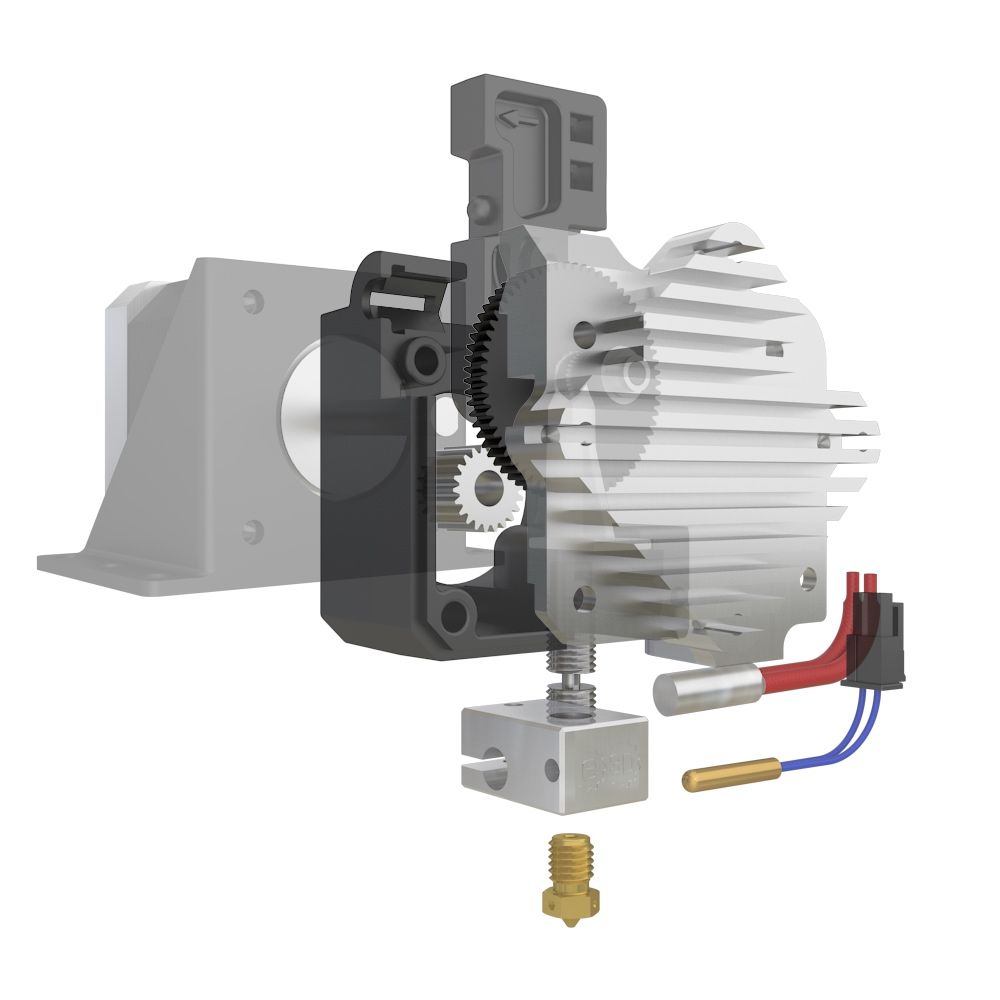
Imagem 1: Extrusor Titan Aero. Fonte: E3D
Nas extrusoras Bowden, pelo contrário, a união com o HotEnd é através de um cano PTFE pelo que decorre o filamento.
Extrusoras Directos
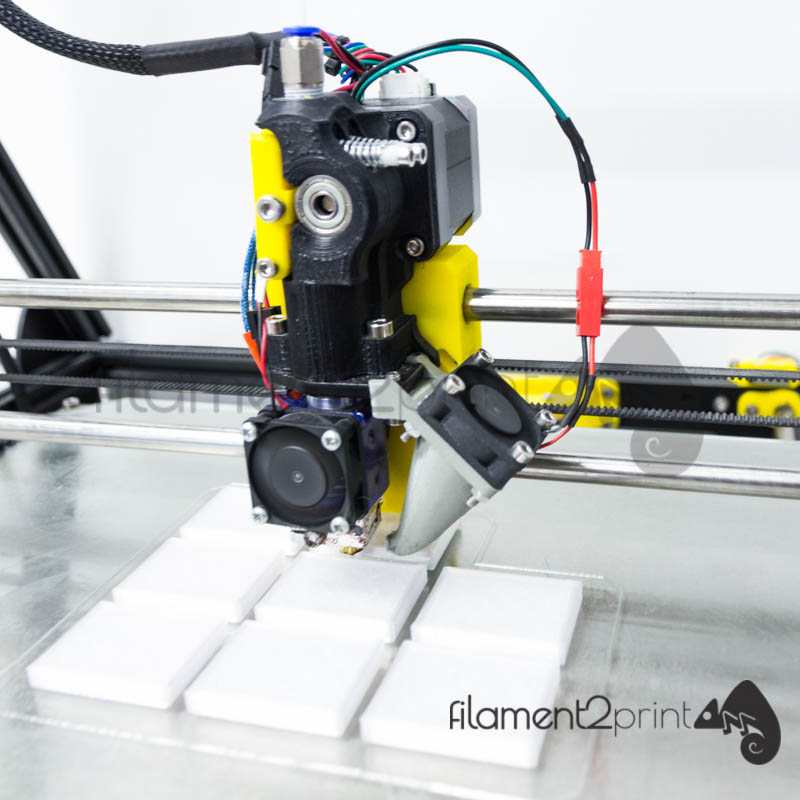
Imagem 2: Extrusor Directo
Vantagens:
- Imprimir materiais flexíveis, tanto PLA Soft o TPU, como TPE (FilaFlex) en 1.75 mm e 2.85 mm.
- Imprimir todo o tipo de materiais sem problemas, sem ter em conta a abrasão que apresentam certos filamentos. Para imprimir 3D materiais abrasivos, por exemplo grafeno, recomendamos utilizar o Nozzle Olsson Ruby, uma boquilha de latão com a ponta de rubi que tem uma vida quase infinita.
- Este sistema precisa curtos comprimentos de retração para obter boas impressões 3D, com o que se reduz a probabilidade de que produza um atoramento. Para saber mais sobre a retração consulta o artigo do seguinte link.
Desvantagens:
- Inércias consideráveis no eixo pelo que se move o extrusor e o HotEnd. Este fator vê-se incrementado quando se querem realizar impressões 3D a altas velocidades ao ter que deslocar o peso de todo o conjunto (extrusor, motor do extrusor e o HotEnd), sobretudo se a impressora 3D tem várias extrusoras.
- Problemas de temperatura no motor elétrico do extrusor. Em impressoras 3D fechadas e com câmara temperada podem-se alcançar temperaturas no motor do extrusor que afetam ao rendimento de funcionamento.
Extrusoras Bowden
Imagem 3: Extrusor Bowden
Vantagens:
- Baixas inércias no eixo de deslocação do HotEnd. No sistema Bowden ao estar o extrusor e o motor do extrusor ancorados ao chassis da impressora 3D reduzem-se muito as inércias no movimento para realizar a impressão. Isto permite realizar impressões muito rápidas e ao mesmo tempo de alta qualidade.
- Alto poder de arraste do filamento. A maioria de impressoras 3D que utilizam este sistema de extrusor (BCN Sigmax, 3NTR-A2) têm um conjunto de pinhões (grupo redutor) que aumenta o par de arraste do filamento, podendo assim mover bobinas de maior tamanho ao normal.
Desvantagens:
- Problemas para imprimir com filamentos flexíveis de diâmetro de 1.75mm. Isto se deve a que ao ser um filamento flexível não é possível manter constante a pressão no filamento ao longo do cano Bowden PTFE até o HotEnd já que charte o filamento. Nos sistemas Bowden de 2.85mm no entanto sim que é possível imprimir os filamentos flexíveis a baixa velocidade.
Tipos de HotEnd em função do diâmetro do material
O HotEnd é o encarregado de fundir o filamento para poder realizar a peça desejada. Nele se configura o tipo de HotEnd (V6 ou Volcano) e o nozzle em função do diâmetro do material, em função do tipo de peça, qualidade e acabamento que se deseja obter. Classificamos desta formam as extrusoras em tipo V6 e Volcano e a seguir citamos as vantagens e inconvenientes entre estes dois tipos de HotEnd.
Vantagens e inconvenientes dos HotEnd V6
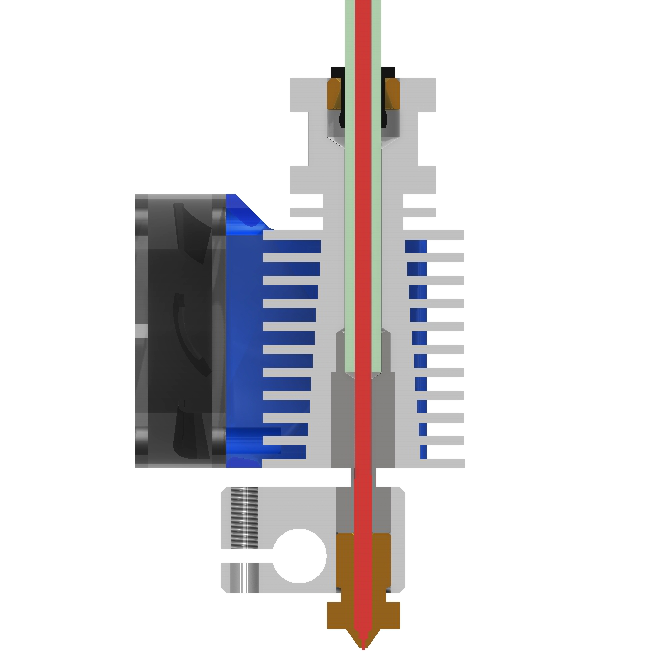
Imagem 4: HotEnd V6 universal 1.75mm. Fonte: E3D
Vantagens:
- O V6 é o HotEnd mais versátil do mercado, válido para todo o tipo de impressões, inclusive para materiais flexíveis (sobretudo com filamento de 2.85 / 3 mm). Com o HotEnd V6 pode-se realizar todo o tipo de peças com uma qualidade de acabamento excecional.
Desvantagens:
- O diâmetro máximo de nozzle (boquilha) recomendado para este tipo de extrusor é de 0.80 mm / 1 mm já que para diâmetros maiores costumam ocorrer problemas de continuidade de fluxo.
Vantagens e inconvenientes dos HotEnd Volcano

Imagen 5: HotEnd Volcano E3D
Vantagens:
- Graças à posição paralela do cartucho aquecedor com respeito ao nozzle consegue-se uma área aquecida maior, dando assim um grande controlo e estabilidade sobre a fusão do filamento. Por todo o anterior se podem realizar impressões 3D com maior diâmetro de nozzle (1.2 mm), o que implica menores tempos de fabricação e a possibilidade de imprimir com uma altura de capa maior que no V6.
- Peças mais resistentes. Graças a realizar capas mais altas com um fluxo laminar (sem borbulhas) as uniões entre os enlaces químicos do material são mais fortes, dando peças mais rígidas e resistentes.
Desvantagens:
- Acabamento superficial de baixo detalhe. Devido a alturas de capa tão altas as peças realizadas combinam com degraus em zonas onde há superfícies com curvas a diferentes alturas.
Certos fabricantes denominam os HotEnd em função do sistema de extrusor e do diâmetro de filamento que se queira utilizar. Por exemplo, E3D Online utiliza a designação "universal" para as seus HotEnd de 1.75 mm (universal direto e universal bowden) no qual o cano TPFE chega até o interior do Heat Break, canalizando ao filamento sem interrupções até o bloco aquecedor. Para os HotEnd de 2.85 / 3 mm simplesmente utiliza a designação "direto" ou "bowden".
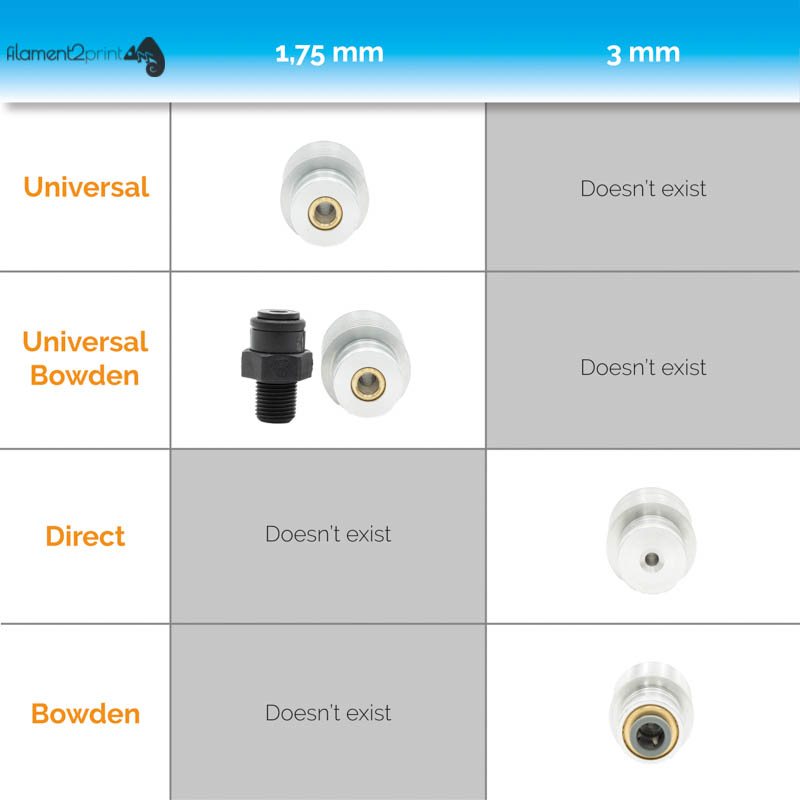
Imagem 6: Tipos de HotEnd de E3D
Pela nossa parte recomendamos que a cada utente estude o seu caso particular em função do tipo de peças e a velocidade com as que deseja imprimir 3D mas sempre utilizando componentes de primeira categoria que assegurem a qualidade em todos os seus produtos.












Gran artículo, este post junto al de esta web: https://tublogen3d.com/impresoras-3d/extrusores/ Son Ambos los mejores para aprender acerca de la Extrusión para Impresoras 3D. Mil gracias por el esfuerzo!
Gracias a ti por leer y reconocer nuestro trabajo!
Hola. Me interesa la s42 yo soy de México tienen sucursales aquí O cómo puedo hacer mí pedido
Por favor envíenos un correo a [email protected] con sus datos para tramitar el pedido.
Buenas! necesito imprimir flexiprint en una ender 3. Tengo entendido que al tener todo de fabrica, el filamento dará problemas, que upgrade tendria que realizar? Gracias!
Para el tipo de extrusor que tiene tu impresora (MK8) tienes una solución fácil. Debes sustituir el tubo del interior del barrel (Heat Brake) por uno más largo, que tenga en la punta superior la forma en pico justa para quedar lo más próximo a los piñones posible. También existen en internet algún kit para modificar la forma del extrusor.
Buenos días, tengo una Anycubic Chiron y quisiera comprar una boquilla de 0.1, no sé dónde conseguirla y si debe ser e3d o puede ser mk8
Nuestros compañeros de soporte técnico se han puesto en contacto para conocer mejor las necesidades concretas y darte la mejor solución.
Hola, buen artículo. Tendrán alguno sobre los distintos tipo barrel? (Allmetal, ptfe pasante,etc)
Buenas tardes, tengo una duda acerca del extrusor e3d v6, acerca de si puedo introducir filamento PLA o ABS tanto 1.75 mm como 2.85 mm. O solamente el extrusor es para cierto diametro del filamento?
Hola Ricardo. No es posible imprimir ambos diámetros en el mismo hotend. Existen dos versiones del V6, una compatible con filamento de 1.75 mm y otra compatible con filamento de 2.85 mm. En ambas el bloque y el disipador son iguales, pero el diámetro interno del heat-break y del nozzle son diferentes.