")



































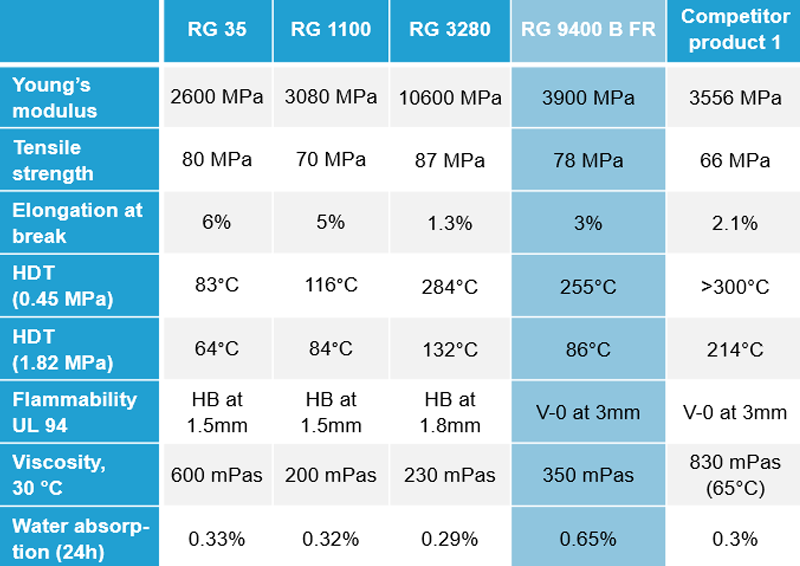
Ultracur3D RG 9400 B FR est une résine de pointe, retardatrice de flamme, de la famille des résines Rigides de BASF. Ce matériau a été méticuleusement conçu pour la production de pièces répondant à la rigoureuse classification UL 94 V-0. Ciblant le secteur professionnel, ce matériau se vante d'une composition sans halogène et présente des caractéristiques exceptionnelles de retardateur de flamme. Notamment, sa température de déflexion thermique exceptionnellement élevée (HDT) de plus de 255 ºC élève son utilité, le rendant exceptionnellement adapté à diverses applications dans le domaine de l'électronique, des gabarits et dispositifs personnalisés, ainsi que dans les environnements industriels nécessitant des pièces de rechange robustes.
S'écartant des matériaux retardateurs de flamme conventionnels, l'Ultracur3D RG 9400 B FR se distingue par sa viscosité remarquablement basse (350 mPa à 30 ºC), simplifiant les processus de manipulation et d'impression. Cette caractéristique unique rationalise les travaux d'impression complexes et améliore l'efficacité opérationnelle, le démarquant sur le marché. De plus, sa résistance inhérente à la flamme assure l'arrêt de la combustion une fois la source d'ignition retirée, accentuant sa pertinence pour les applications électroniques telles que les supports de câbles, les connecteurs électriques, les boîtiers de batterie et les composants électriques haute puissance.
Un avantage clé de la résine Ultracur3D RG 9400 B FR réside dans sa compatibilité avec une gamme d'imprimantes 3D LCD/DLP à code source ouvert opérant dans les longueurs d'onde de 385/405 nm. Certains équipements compatibles incluent la Nexa3D XiP, la Zortrax Inkspire 2, et une gamme de modèles Phrozen tels que Sonic Mini, Mini 4K, Mini 8K, Mighty 8K et Mega 8K. La compatibilité détaillée de l'imprimante et les paramètres recommandés peuvent être consultés dans la section Téléchargements.

La résine Ultracur3D RG 9400 B FR est un choix de premier ordre pour les professionnels recherchant fiabilité et performance dans leurs efforts de fabrication additive grâce à d'excellentes propriétés retardatrices de flamme, une résistance aux températures élevées, une facilité d'utilisation dans les processus d'impression, et une sécurité environnementale avec sa formulation sans halogène et TPO. Un autre facteur positionnant l'Ultracur3D RG 9400 B FR comme matériau de référence est son adaptabilité à diverses applications dans les domaines de l'électronique, des dispositifs personnalisés et des remplacements industriels, associée à sa compatibilité avec diverses imprimantes 3D.
Informations générales |
|
| Fabricant | BASF |
| Matériau | Photopolymère |
| Format | 1 kg |
| Technologie | DLP/LCD |
| Longueur d'onde | 385/405 nm |
| Viscosité | @ 25 ºC: 550 mPas / @ 30 ºC: 350 mPas |
| Densité (solide) | (ASTM D792) 1.32 g/cm³ |
| Densité (liquide) | (ASTM D4052-18a) 1.21 g/cm³ |
Propriétés d'impression |
|
| Hauteur de la couche | - µm |
| Temps d'exposition des couches | - |
| Temps de refroidissement de la couche | - |
| Hauteur de levage | - mm |
| Exposition couches inférieures | - |
| Nombre de couches inférieures | - |
Propriétés mécaniques |
|
| Résistance au choc Izod | - KJ/m² |
| Résistance au choc Charpy | (ISO 179-1) 0.9 KJ/m² |
| Allongement à la rupture | (ASTM D638) 2-3 % |
| Résistance à la traction | (ASTM D638) 74-78 MPa |
| Module de traction | (ASTM D638) 3900-4200 MPa |
| Résistance à la flexion | (ASTM D790) 115 MPa |
| Module de flexion | (ASTM D790) 3400 MPa |
| Dureté de la surface | (ASTM D2240) 88 Shore D |
Propriétés thermiques |
|
| Température de ramollissement | 255 ºC |
| Classification d'inflammabilité | (UL 94) V0 @ 3 mm |
| Température de transition vitreuse | (ASTM D4065) 175 ºC |
| Température de déflexion thermique | (ASTM D648) @ 0.45 MPa: 255-280 ºC / @ 1.82 MPa: 86-152 ºC |
Propriétés spécifiques |
|
| Absorption maximale d'eau | (ASTM D570) 24 h: 0.65 % |
Propriétés de durcissement, lavage et frittage |
|
| Temps de lavage | - |
| Temps de durcissement | - |
| Température de durcissement | - ºC |
Autres |
|
| HS Code | 2916.1 |
| Vie utile (depuis la fabrication) | - M |
Les résines Ultracur3D de BASF sont très sensibles à la lumière et doivent donc toujours être stockées dans leurs récipients fermés et à l'abri de la lumière. Avant de commencer une impression, il est recommandé de bien agiter la résine et, si possible, d'éliminer les bulles qui auraient pu se former.
Une fois imprimées, les pièces doivent être nettoyées avec le Ultracur3D Cleaner. Pour ce faire, il est conseillé d'immerger les pièces dans un récipient avec Nettoyant Ultracur3D et de placer ce récipient dans un nettoyeur ultrasonique pendant 3 minutes. Ensuite, les pièces doivent être rincées avec du 2-propanol pendant quelques secondes (une seringue ou un pinceau peut être utilisé pour nettoyer les trous et les cavités). La troisième étape pour laver la pièce consiste à la placer dans un récipient rempli de 2-propanol et à placer le récipient dans un bain ultrasonique pendant 3 minutes.
Après le nettoyage, les pièces doivent être séchées avec de l'air comprimé ou de l'azote puis placées dans une étuve à 40 ºC pendant 30 minutes pour éliminer tout solvant de nettoyage restant. Les conditions de durcissement dépendront des caractéristiques de l'imprimante utilisée et de l'équipement de durcissement.Plus d'informations sur les propriétés, l'impression et le post-traitement de la résine Ultracur RG 9400 B FR peuvent être trouvées dans le Guide de l'Utilisateur et la Fiche Technique dans la section Téléchargements.
 Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Vous devez être connecté pour gérer votre liste de souhaits.
Résine avancée pour les pièces ignifuges convenant aux applications à haute température.