")


































Raise3D è uno dei leader nella stampa industriale FDM e accessori. Concentrati nel trovare soluzioni AM all'avanguardia per la produzione flessibile, cercano di aiutare le aziende a migliorare il loro vantaggio competitivo. Raise3D produce anche filamenti per la stampa 3D. Il loro catalogo include una vasta gamma di filamenti di base, ingegneristici e avanzati come PLA, PC, PVA, ABS, ASA, PETG, TPU e PA.
Il PA è un termoplastico ingegneristico, conosciuto più comunemente come nylon. È un materiale economico ed estremamente versatile che viene ampiamente utilizzato nella stampa 3D grazie alla sua durabilità, flessibilità, termoplasticità e resistenza all'abrasione, all'attrito, alla corrosione e ai prodotti chimici.
Tra i nylon non legati spicca il PA12, una poliammide utilizzata nell'automotive, nelle macchine e nell'industria poiché combina resistenza meccanica, flessibilità e resistenza chimica (oli, grassi, benzina...) e termica superiore. La deformazione a trazione alla rottura è superiore al 50%, il che lo rende uno dei filamenti con maggiore resistenza alla fatica. Le principali applicazioni di solito riguardano pezzi di ricambio metalliche, come cuscinetti, ingranaggi, pulegge, ruote dentate e macchinari industriali di ammortizzazione. Tra i nylon rinforzati con fibre spiccano quelli rinforzati con fibra di carbonio.

Il filamento di supporto Raise3D PA12 CF è un materiale di supporto appositamente sviluppato per il processo di stampa con filamenti rinforzati con fibra di carbonio come il PA12 CF di Raise3D, filamento utilizzato nell'attrezzatura Raise3D E2CF.
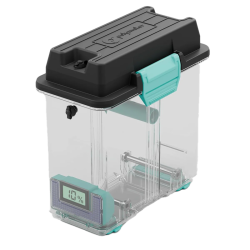
 Immagine 2: Filamento di supporto PA12 CF. Fonte: Raise3D.
Immagine 2: Filamento di supporto PA12 CF. Fonte: Raise3D.Praticamente inodore e insolubile in acqua, durante il processo di stampa 3D crea una struttura di supporto stabile, fornendo un'adesione adeguata alla superficie dei pezzi stampati e contrastando la tendenza al warping. Questo migliora significativamente la qualità superficiale degli sbalzi e delle cavità dei pezzi stampati in 3D.
Grazie a questo filamento, è possibile produrre pezzi stampati in 3D di grande complessità con un materiale tecnico come il PA12 CF di Raise3D, utilizzando il filamento di supporto PA12 CF come materiale di supporto.
Una volta completata la stampa, la struttura di supporto può essere facilmente rimossa (staccata) dei pezzi stampati a mano. Nonostante sia stato sviluppato con l'obiettivo di funzionare in combinazione con il filamento Raise3D PA12 CF, questo materiale di supporto mostra una ampia compatibilità con molti altri filamenti rinforzati con fibra di carbonio certificati da Raise3D OFP (Open Filament Program) ed è molto più conveniente rispetto ad altri materiali di supporto solubili in acqua.
Informazioni generali |
|
| Materiale | PA |
| Formato | 1 kg |
| Densità | (ASTM D792) 1.15 g/cm³ |
| Diametro del filamento | 1.75 mm |
| Tolleranza del filamento | - mm |
| Lunghezza filamento | - |
| RAL/Pantone | RAL: 3015 / PMS: 509C |
Proprietà di stampa |
|
| Temperatura di stampa | 280 ºC |
| Temperatura della base/letto | 80 ºC |
| Temperatura della camera | - |
| Ventaglio di strati | - |
| Velocità di stampa consigliata | - mm/s |
Proprietà meccaniche |
|
| Allungamento a rottura | - % |
| Resistenza alla trazione | - MPa |
| Modulo di trazione | - MPa |
| Resistenza alla flessione | - MPa |
| Modulo di flessione | - MPa |
| Durezza superficiale | - |
Proprietà termiche |
|
| Temperatura di fusione | 190 ºC |
| Temperatura di ammorbidimento | - ºC |
Proprietà specifiche |
|
| Trasparenza | ✗ |
Altre |
|
| HS Code | 3916.9 |
| Diametro bobina (esterno) | - mm |
| Diametro bobina (interno) | - mm |
| Larghezza bobina | - mm |
Other information | |
Compatibilità dei Materiali
|
Questo filamento è sviluppato come supporto per filamenti rinforzati come il PA12 CF di Raise3D. Quando si lavora con materiali caricati con fibra di carbonio, si consiglia di utilizzare ugelli resistenti, come l'ugello indurito di Raise3D. Se si utilizza l'apparecchiatura Raise E2CF, non sarebbe necessario utilizzare un ugello specifico, poiché questa stampante 3D è ottimizzata per lavorare con questo tipo di materiali rinforzati.
A causa delle sue caratteristiche igroscopiche, il filamento di supporto PA12 CF assorbirà umidità quando esposto all'aria. È fondamentale asciugare il filamento prima della stampa. Uno dei metodi per l'asciugatura dei filamenti è l'uso di un forno a 80 ℃ per almeno 6 ore. Per i filamenti conservati in un ambiente asciutto, un utente esperto può asciugarli in base alle condizioni del materiale in quel momento. Durante la stampa, i filamenti devono essere collocati in una scatola di conservazione come la PolyBox per evitare l'esposizione all'aria.
Prima di inserire il filamento, l'utente deve raddrizzare l'estremità del materiale il più possibile, in modo che il filamento attraversi il sensore senza problemi.
Infine, ma non meno importante, prima che inizi la stampa, è necessario applicare la colla Magigoo PA sulla superficie di stampa per un'adesione aggiuntiva. Se la colla è stata applicata in precedenza, l'utente può decidere se applicarla nuovamente o meno in base all'adesione residua sulla superficie.
Il materiale deve essere smaltito mediante incenerimento in un inceneritore chimico in conformità con i requisiti nazionali e regionali. Poiché le scatole vuote possono trattenere residui del prodotto, l'utente deve seguire le avvertenze dell'etichetta anche dopo averle svuotate.
 Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Devi essere loggato per gestire la tua lista dei desideri.
Filamento di supporto sviluppato per lavorare con il PA12 CF di Raise3D.