Sem produtos
Produto adicionado com sucesso ao carrinho
0 produtos no carrinho 1 produto no carrinho
 View larger
View larger

A resina Grey Pro faze parte da família de Resinas de Engenharia de FormLabs; um conjunto de resinas desarrollado para solucionar os reptos de engenharia mais complexos graças à grande variedade de materiais funcionais.

Imagem 1: Resinas Engenharia FormLabs. Fonte: FormLabs
A Grey Pro Resin é ideal para realizar protótipos versáteis, mantendo umas boas propriedades mecânicas, mas sem pôr em compromisso a precisão e ao acabamento superficial. Cabe destacar o alongamento moderada e a deformação baixa que oferece, sendo assim um material ideal para a modelagem, protótipos de produtos moldados por injeção, maestros de formas para plásticos ou silicones e modelos e acessórios para a fabricação.
| Propriedades | Grey Pro Resin | Rigid Resin | Standard Resin |
|---|---|---|---|
| Módulo de flexão | 2.0 | 3.7 | 2.2 |
| Módulo de tração | 2.6 | 4.1 | 2.8 |
| Alongamento | 13.0 % | 5.6 % | 6.2 % |
Designadamente, a Grey Pro Resin é a resina mais recomendada para a fabricação de protótipos funcionais que serão usados de forma repetitiva.
Requer o tanque de resina LT.

Imagem 2: Grey Pro Resin FormLabs. Fonte: FormLabs
Graças à resina Grey Pro e o resto de resinas de engenharia de FormLabs, podem-se reduzir custos e realizar protótipos e peças finais de qualidade de um modo muito rápido.
| Resistência ao impacto (KJ/m2) | 2 |
| Alongamento ao rompimento (%) | 22 |
| Resistência à tração (MPa) | 48 |
| Módulo de tração (MPa) | 2000 |
| Resistência à flexão (MPa) | 82 |
| Módulo de flexão (MPa) | 1570 |
| Temperatura de amolecimento (ºC) | 77 |
| Ocultar variações de cores | (Ocultar variações de cores) |
A seguir, citam-se uma série de conselhos de uso básicos que se devem ter em conta em todo momento com a utilização das resinas de FormLabs:
Mudar cartucho
Mudar o cartucho da resina das impressoras FormLabs é muito singelo, só se deve fechar a tampa superior do conduto de ventilação (vent) e retirar o cartucho agarrando pela alça que dispõe. A seguir, introduz-se o outro e abre-se a tampa vent em caso que se vá iniciar uma impressão. Para evitar pingas pela impressora 3D, este processo deve-se realizar sempre com o tanque de resina montado.

Imagem 1: Tampa de ventilação dos cartuchos de FormLabs. Fonte: FormLabs
Após terminar a cada impressão deve-se fechar a tampa superior para que a resina mantenha as suas propriedades. Além disso, em caso de não utilizar a impressora durante algum tempo, se deve guardar o cartucho na sua caixa original para manter as propriedades da resina intactas.
Tanque de resina
A cada tipo de resina deve dispor do seu tanque de resina, o qual se deve mudar após ter utilizado 2L de resina. FormLabs desenvolveu um tanque mais potente, o Tanque de Resina LT, que tem uma vida até 20 vezes maior que o tanque regular.
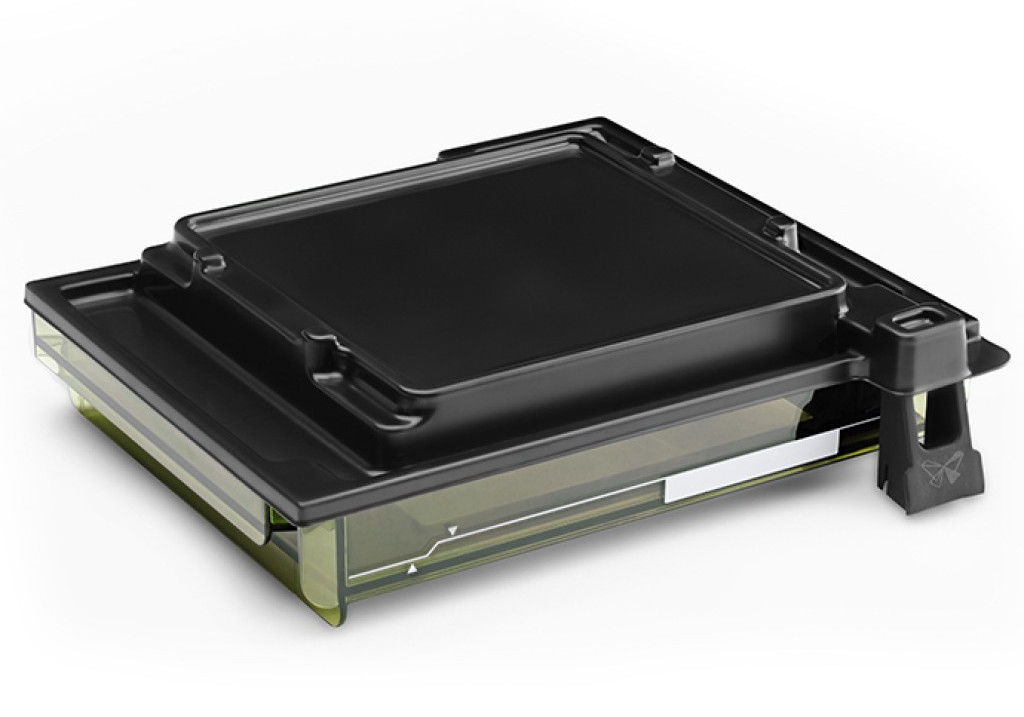
Imagem 2: Tanque de Resina LT de FormLabs. Fonte: FormLabs
Para proteger e armazenar a resina restante no tanque após a cada impressão, FormLabs fornece uma tampa que assegura um fechamento perfeito. Uma vez fechado o tanque, recomenda-se guardá-lo (com a resina e a tampa) na caixa original para que a resina não perca as suas propriedades ao estar exposta durante muito tempo aos raios UV. Outro ponto a ter em conta é que os tanques não se podem limpar com nenhum produto de limpeza ou similar (por exemplo, álcool isopopílico), já que perdem certas qualidades que podem originar contínuas impressões frustradas.
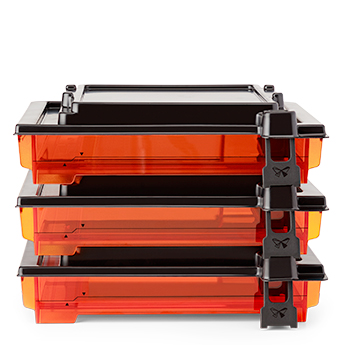
Imagem 3: Tanque de Resina de FormLabs. Fonte: FormLabs
Impressão frustrada
Quando se produz um erro em uma impressão pode ser como partes sólidas de uma impressão anterior caia ao tanque de resina. Neste caso deve-se passar uma espátula a 45º pelo tanque de impressão, juntar todas as partes sólidas em um canto e as retirar. Para assegurar que a resina do tanque não contém partes sólidas, se deve filtrar a resina com um filtro de papel de 190 µm. Uma vez filtrada, introduz-se de novo no tanque e já está lista para voltar a ser utilizada.
Video 1: Limpar tanque de resina. Fonte: FormLabs
Álcool Isopropílico
O álcool isopropílico é chave para a lavagem e pós processado das peças realizadas e deve-se saber quando é o momento do mudar. O em Finish Kit o momento de mudá-lo é quando o IPA (Álcool isopropílico) está tão saturado de partículas de resina, que após a lavagem as peças ainda estão pegajosas. Nesse ponto deve-se retirar todo o líquido, limpar bem o recipiente e jogar novo IPA, mas nunca rechear sobre o anterior.

Imagem 4: Finish Kit FormLabs. Fonte: FormLabs
Na Form Wash, o próprio centro de lavagem indica através do seu ecrã quando é o momento de mudar o álcool isopropílico.
Víieo 2: Ecossistema FormLabs. Fonte: FormLabs
Se deseja-o pode contratar os nossos cursos de formação de impressão 3D SLA (on-line ou presenciais) contactando connosco através do formulário de contacto. A formação está orientada para obter uns amplos conhecimentos e saber como utilizar a impressora 3D SLA FormLabs desde o início e assim evitar erros maiores.
Acessórios


30 outros produtos da mesma categoria:
-

Industrial Flex - HARZ Labs
125,00 €
-

BASF Ultracur3D RG1100
111,15 € -5% 117,00 €
-

Resina High Temp - FormLabs
199,00 €
-

BASF Ultracur3D ST1400
92,15 € -5% 97,00 €
-

Resina Liqcreate Clear Impact
44,95 €
-

Resina IBT - Formlabs
199,00 €
-

Resina Liqcreate Flexible-X
43,95 €
-

Industrial ABS - HARZ Labs
100,00 €
-

Resina Liqcreate Composite-X
58,95 €
-

BASF Ultracur3D® EPD 1006
399,00 € -5% 420,00 €
-

Resina Castable Wax - FormLabs
299,00 €
-

Resina ABS-like ESD POC Lab
128,00 €
-

Resina Castable Wax 40 - FormLabs
249,00 €
-

Resina PU Rigid 1000
135,00 €
-

BASF Ultracur3D EL 4000
124,45 € -5% 131,00 €
-

BASF Ultracur3D® EPD 2006
337,25 € -5% 355,00 €
-

zWAX (UniZ)
169,00 €
-

BASF Ultracur3D® EPD 3500
399,00 € -5% 420,00 €
-

Jewelry J-Cast - HARZ Labs
156,20 €
-

BASF Ultracur3D RG 3280
268,04 € -5% 282,15 €
-
Revestimento Ultracur3D Coat F+
240,35 € -5% 253,00 €
-
Resina Castable XYZ (SLA)
214,05 €
-

BASF Ultracur3D® EPD 4006
418,00 € -5% 440,00 €
-

zPMMA Translúcido (UniZ)
96,00 €
-

BASF Ultracur3D® EPD 1086
280,25 € -5% 295,00 €
-
Resinas de Engenharia XYZ (SLA)
123,14 €
-
Ultracur3D Hardener F+
-

Resinas Calcináveis Bluecast Zortrax
110,00 €
-

Ultracur3D UV Adhesion Promoter
-

Resina Engenharia XYZ (DLP)
139,67 €
Categorias


