Sem produtos
Produto adicionado com sucesso ao carrinho
0 produtos no carrinho 1 produto no carrinho








O PLA 3D870 é um material que apresenta umas características gerais altas, comparáveis ao ABS e em algum aspeto inclusive superiores, mas mantendo a facilidade para ser impresso que tem um PLA convencional.
O PLA 3D870 está baseado no material desenvolvido por NatureWorks Ingeo, um dos PLA mais potentes e mais utilizados no mundo para a impressão 3D. Este PLA ressalta acima de outros por ter uma temperatura de amolecimento similar ao ABS, pela alta resistência ao impacto e pelo acréscimo das suas propriedades mecânicas ao ser tépido. O tépido é um processo que se realiza após realizar a impressão 3D, no qual se produz a transformação da estrutura molecular do PLA de amorfa a cristalina. Em estado amorfo, o material tem uma estrutura desordenada e irregular a qual pode provocar uma série de pontos débis propensos a gerar falhas e rompimentos. Em mudança, em estado cristalino, o PLA 3D870 é recomposto em uma forma mais ordenada, obtendo assim um material mais estável e mais liso a nível microscópico. Esta forma molecular cristalina também ajuda ao material a conseguir uma resistência ao impacto muito elevada em comparação ao resto de PLA e muito maior ao do ABS, sendo assim um material adequado para certas peças de aplicação industrial.
A técnica do tépido não costuma ser muito eficaz em muitos plásticos, na maioria provoca uma diminuição das propriedades físicas, mecânicas ou diretamente se funde, mas ao PLA 3D870 não lhe ocorre isso. Após o tépido a temperatura de amolecimento, que é um dos pontos débis dos PLA por ter um valor baixo (≈55ºC), aumenta até os 85ºC chegando a ser uma temperatura muito próxima ao do ABS. Outra propriedade que aumenta muito o seu valor, é a resistência ao impacto, sendo o duplo que em estado amorfo e 5 vezes mais resistente que o ABS. Nas seguintes gráficas compara-se ao PLA 3D870 com o ABS e o PLA convencional tanto em estado amorfo como em estado cristalino.
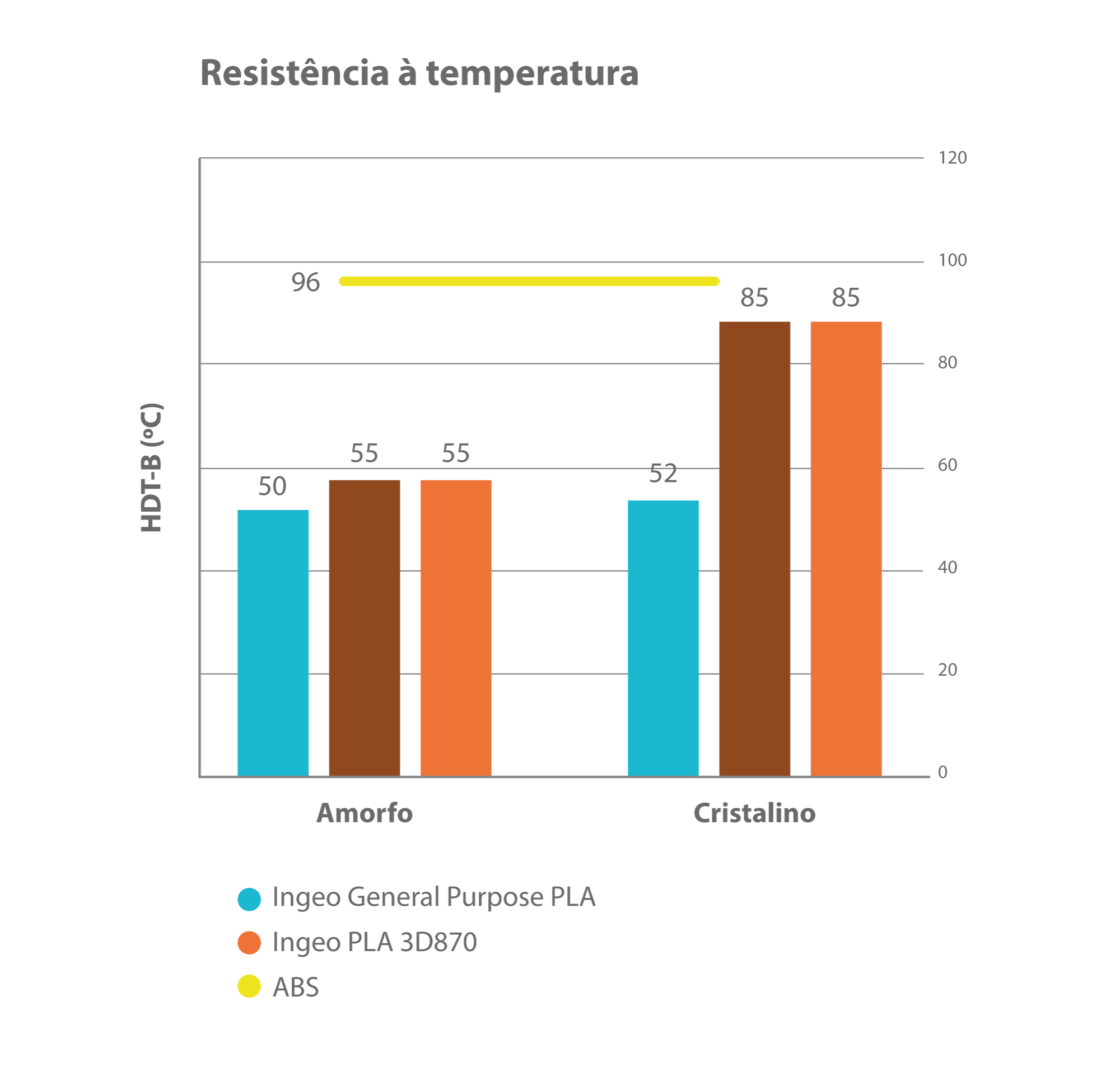
Imagem 1: Resistência ao calor de o HR-PLA 3D870
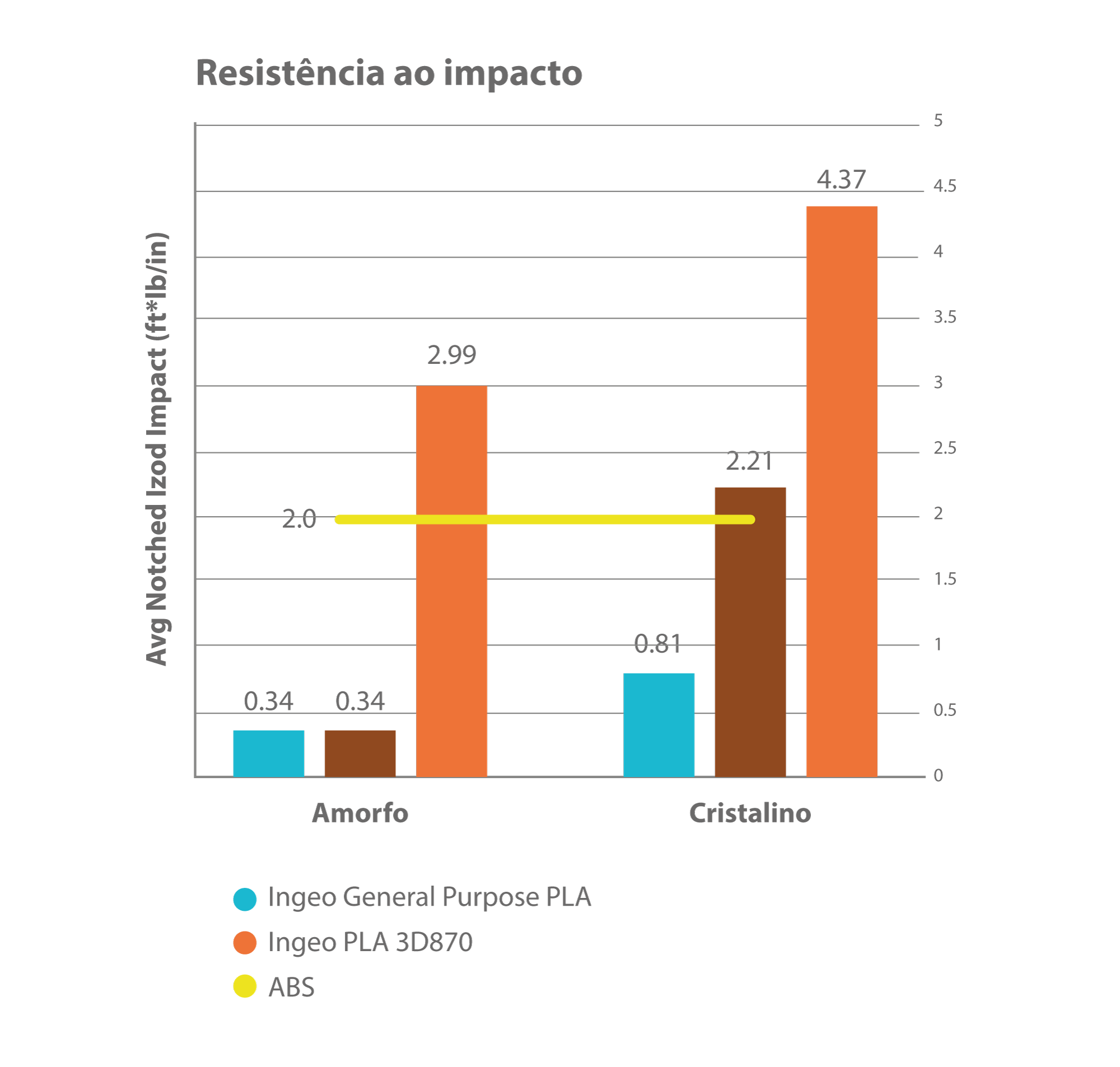
Imagem 2: Resistência ao impacto de o HR-PLA 3D870
O tépido necessário para fortalecer a este material realiza-se de forma singela com qualquer forno doméstico, não é necessário nenhum forno, aparelho nem ferramenta especial ou profissional para fazer este pós-processado. Todos os passos para executar este processo estão explicados no apartado de dicas de uso.
A maiores de todo o mencionado anteriormente, o PLA 3D870 tem outra vantagem em relação à sua tonalidade, é resistente à perda de cor ante os raios UV e a se voltar amarelado com o passo do tempo. Até o aparecimento deste material só a ASA mantinha a sua tonalidade ante o raio UV.
Não se pode perfurar, pintar ou lixar como o ABS mas é um plástico mais estável e mais fácil de imprimir que este. Se desejam-se obter acabamentos superficiais extraordinários no HR-PLA 3D870 (1,75mm ou 2,85mm) recomenda-se a utilização do recubrimento especificamente desenhado para impressão 3D que poderás encontrar na categoria de acessórios chamado XTC-3D. Para obter maiores rendimentos de impressão 3D é aconselhável recobrir a cama da impressora com Magigoo, Blue Tape, BuildTak, ou 3DLac que podes encontrar nos acessórios da loja.
Como todos os plásticos PLA, o PLA 3D870 é um material biodegradável que se obtém de recursos naturais, em concreto se obtém a partir do amido extraído do milho, a beterraba e do trigo.
Como conclusão final, o PLA 3D870 é um dos materiais mais potentes para todo o tipo de utentes de impressoras 3D, tanto pelas suas características mecânicas como pela facilidade de impressão que apresenta.
| Resistência ao impacto (KJ/m2) | 22.3 |
| Resistência à tração (MPa) | 40 |
| Módulo de tração (MPa) | 2865 |
| Resistência à flexão (MPa) | 73 |
| Módulo de flexão (MPa) | 2414 |
| Temperatura de amolecimento (ºC) | 85 |
| Resistência a raios UV | Resistência a raios UV |
| Biodegradável | Biodegradável |
| Ocultar variações de cores | (Ocultar variações de cores) |
30 outros produtos da mesma categoria:
-

PLA 3D850 EF
22,95 €
-

PLA Termoactivo
14,01 €
-

PLA Iris
24,79 €
-

Fiberlogy Easy PLA
18,40 €
-

PLA-90 PREMIUM Natural
34,90 €
-
Fiberlogy Refill PLA
16,45 €
-

Reflect-o-Lay
32,90 €
-

PLA Silk Gloss
28,92 €
-

NonOilen
33,05 €
-

Laser Marking PLA
41,28 €
-

LW-PLA
37,15 €
-
PLA Azeitona
35,50 €
-

PLA Corkfill (cortiça)
33,02 €
-

PLA Stonefil
28,92 €
-

PLA EasyWood
28,92 €
-

PLA EasyCork
28,92 €
-

Entwined - PLA Cânhamo
46,75 €
-

Buzzed - PLA Cerveja
40,65 €
-

Wound Up - PLA Café
40,65 €
-

Landfillament - PLA Resíduos
40,65 €
-

PLA mexilhão
34,95 €
-

PLA ostra
34,95 €
-

PLA trigo
34,95 €
-

PLA café
34,95 €
-

PLA vieira
34,95 €
-

Zortrax Z-PLA / Z-PLA PRO
44,00 €
-
PLA XYZ printing
24,75 €
-
PLA LW
32,97 €
-

PLA/PHA
39,90 €
-

Facilan C8
33,50 €
Categorias


