
As principais causas que provocam uma obstrução no extrusor são a utilização de materiais de baixa qualidade, as impurezas alojadas no filamento devido a um mau armazenamento ou pelo utilizar em temperaturas fosse da categoria que recomenda o fabricante. Para solucionar uma obstrução, recomendamos utilizar os seguintes métodos:
ColdPull
Este método é o mais singelo e rápido de realizar. Primeiro aquece-se o extrusor até a temperatura de impressão do filamento que entupiu o bocal (por exemplo, PLA 190 ºC). A seguir, reduzimos a temperatura até que esteja próxima à temperatura de transição vítrea do material, para o PLA sobre 90 ºC, e assim conseguir que solidifique o material e as impurezas que provocam a obstrução com o filamento. Agora é o momento de atirar forte do filamento com uma mão e com a outra sujeitar o extrusor. Deve-se repetir este processo até conseguir que o filamento saia livre de impurezas.
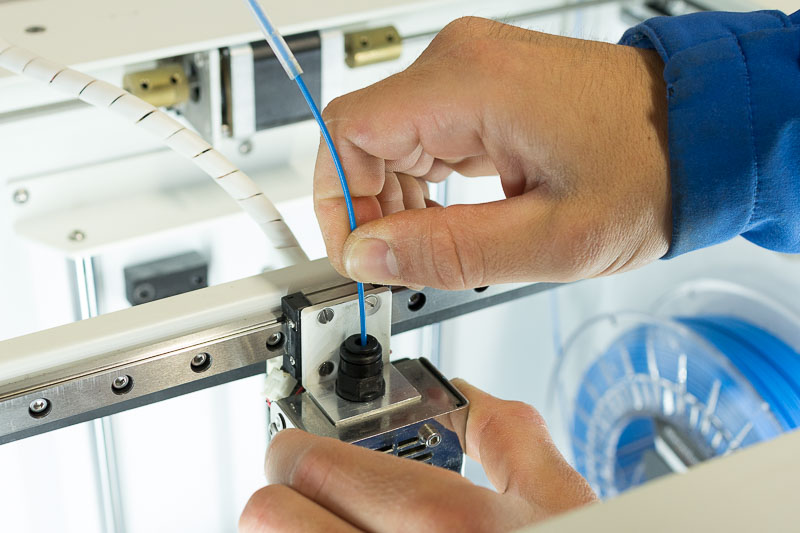
Imagem 1: ColdPull
Desatasco com agulhas de precisão
Este método é muito eficaz com obstruções em media ou baixa gravidade. O processo é muito simples, só se deve aquecer o HotEnd à temperatura de extrusão do material que provocou a obstrução, introduzir a agulha de precisão entre 10 mm e 30 mm pelo nozzle umas 3 ou 4 vezes. A seguir, comprova-se que se libertou a obstrução acionando o extrusor uma longitude de 100 mm. Em caso de não obter um fluxo contínuo, se volta a realizar o processo.
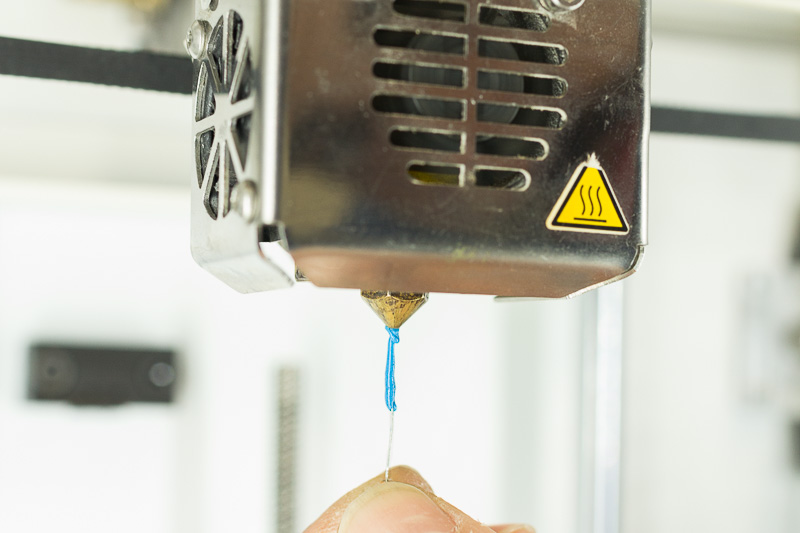
Imagem 2: Desbloqueio com agulha de precisão
Desatasco com acetona
Este método só é eficaz se a obstrução se produziu utilizando ABS. Antes de iniciar o processo precisa-se acetona pura (não quitaesmalte) em um tarro de cristal com tampa. Retira-se o nozzle do HotEnd, sempre com o HotEnd quente para facilitar o processo e evitar danos nos componentes. Uma vez retirado o nozzle introduz-se no tarro com acetona e deixa-se no líquido durante 24h. Passado esse tempo, retiramos o nozzle da acetona e ajudamo-nos, se é necessário, de uma agulha ou alfiler para limpar o interior do nozzle, sempre com muito cuidado de não danar as paredes internas. Por último, montamos de novo o nozzle no HotEnd e comprovámos que esteja desatascado.

Imagem 3: Desbloqueando com acetona
No seguinte vídeo mostra-se como realizar corretamente as técnicas anteriores e algum truque para manter o nozzle totalmente limpo.
Manter o exterior do nozzle é muito singelo, simplesmente há que aquecer o HotEnd até a temperatura de transição vítrea do material e com um papel, pedaço de teia ou lã de aço fina esfregar suavemente a boquilha para retirar os restos de material depositados nela.
Em caso que a obstrução seja muito grave, a única solução é mudar o nozzle por um novo, por isso é aconselhável dispor sempre de uma boquilha de reposto.
Conselhos para evitar obstruções
Para finalizar, deixamos alguns conselhos para evitar problemas, não só com os nozzles, senão também com todo o relacionado com a impressora 3D:
- Recomendamos utilizar sempre materiais de qualidade, tanto em filamentos como em componentes. Um filamento de qualidade evita muitos problemas de obstruções no nozzle, já que a sua tolerância de diâmetro é fiável e a matéria prima é de qualidade e uniforme. Nos componentes ocorre o mesmo, com um nozzle de qualidade obter-se-á melhores resultados e durante mais tempo.
- Outro aspeto que afeta é a sujeira de pó que pode apanhar um filamento uma vez sacado da sua envoltorio inicial, por isto sempre recomendamos utilizar um limpiador de filamento, que aparte prevenir problemas de obstrução, aumenta a vida do nozzle, que ver-se-á mais incrementada com a utilização de uma funda de silicone para o HotEnd.
- Utilizar um filamento de limpeza é crucial ao fazer uma mudança de material e após utilizar filamentos que contêm fibras, para eliminar todos os restos indeseados que pudessem ficar do último material. Em caso de não realizar este processo de limpeza, o extrusor ficará cheio de fibras que provocarão uma abstrução nas seguintes impressões.




Não se deve esquecer que manter as impressoras 3D com os melhores componentes e filamentos, assegura que todos os trabalhos sejam sempre de máxima qualidade.
Não duvides em deixar as tuas recomendações ou consultas nos comentários.
Artigos relacionados
Tudo sobre bicos de impressora 3D (I): Classificaçao e recomendações
Tudo sobre nozzles de impressoras 3D (II): Quando mudar o nozzle











