
A humidade é a água que impregna um corpo ou o vapor presente à atmosfera. Para todos os seres vivos, a água é o mais necessário para subsistir, mais ainda que os alimentos, mas para elementos não vivos, a humidade costuma ser uma fonte de problemas, já que, provoca a oxidação e degradação de muitos materiais. No caso da impressão 3D, mais concretamente nos filamentos, a concentração de humidade excessiva pode provocar uma longa lista de problemas, todos com o mesmo final, uma impressão 3D frustrada.
Os efeitos da atração de água podem dar local aos seguintes problemas: acréscimo da fragilidade, o acréscimo do diâmetro (possíveis problemas com as impressoras com sistema de extrusão tipo Bowden), a degradação de filamentos, rompendo filamento, etc. Também é necessário ter em conta o facto de que os filamentos que absorveram água terão uma temperatura mais alta para a extrusão. Lembra evitar ter os filamentos colocados na impressora se não vais imprimir. Podem chegar a ficar presos no extrusor porque ao absorver água engordam e aumentam de diâmetro.
No seguinte mapa extraído mostra-se a humidade relativa média anual (relação percentual entre a quantidade de vapor de água real que contém o ar e a que precisaria conter para saturar a idêntica temperatura), valor que se obtém a partir da média da humidade registada nos doze meses do ano. A humidade relativa é muito diferente dependendo em que parte da geografia europeia te encontres, sendo mais acusada na zona norte do continente.
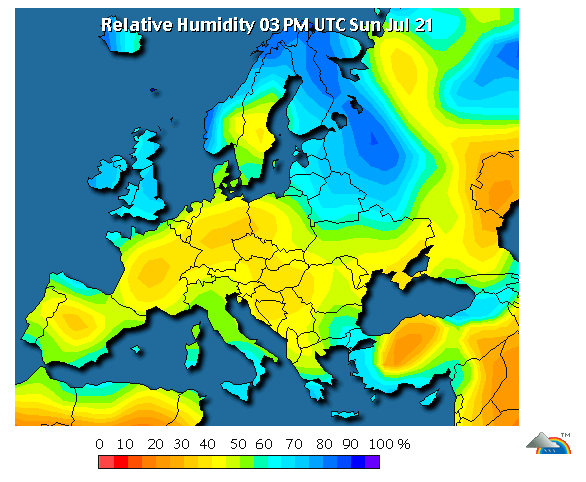
Imagem 1: Mapa da humidade relativa da Europa. Fonte: NeoGAF
As principais consequências da humidade em um filamento são:
- Degradação do filamento: Os filamentos higroscópicos são propensos a absorver água em grande parte, já que as moléculas de água unem-se às moléculas dos polímeros, formando fortes enlaces intermoleculares. Estes enlaces podem chegar a ocasionar micro-rompimentos internos que debilitam à própria estrutura do filamento.
- Engarrafamento do extrusor / HotEnd: A humidade de água concentrada no filamento ao aquecer-se no HotEnd se evapora, ocasionando ocos no interior do filamento, convertendo-se este em uma massa que obstrui o barrel (Heat Break) ou a boquilha (nozzle). Este problema é muito usual ao utilizar filamentos de nylon com percentagens de humidade elevados (>20 %).
- Impressões 3D de baixa qualidade (resistência e acabamento): A união do mencionado anteriormente dá como resultado impressões 3D com muitos problemas, tanto a nível mecânico como acabado superficial. Os ocos entre capas (não sempre visíveis a simples vista) provocados pela evaporação da água, são pontos críticos, onde se geram facilmente fendas ao aplicar baixos valores de força. Quando a concentração da humidade é arguida, os ocos mencionados anteriormente, provocam um acabamento superficial rugoso e esbranquiçado.

Imagem 2: Problemas gerados pela humidade. Fonte: PrintDry
Como motivo da evolução do mundo da impressão 3D, existem filamento com grande resistência à humidade, como o PETG ou o CPE HG100, copoliésteres que podem estar expostos à água longos intervalos de tempo sem problemas. Entre o resto de filamentos encontramos alguns com resistência moderada, como pode ser o PLA ou o ABS, e outros, especialmente os nylons e o PVA, altamente propensos à absorção da humidade, chegando a alcançar altos valores em menos de um dia.




Certos utentes de impressoras 3D utilizam métodos convencionais para eliminar a humidade do filamento e armazená-lo, como secar o material em um forno doméstico e armazenar o filamento em caixas com um fechamento que não é totalmente tabacaria. Estas medidas, aparte de ser perigosas no caso do forno doméstico, não são totalmente efetivas, sobretudo com materiais técnicos e avançados. A seguir citamos uma série de recomendações profissionais para eliminar a humidade e de como armazenar os filamentos para evitar a absorção:
Secador de filamentos
A maneira mais efetiva de eliminar a humidade contida em um material é utilizar um secador de filamentos, como o secador de filamentos PrintDry, um dispositivo capaz de romper os enlaces intermoleculares entre a água e o polímero graças à sua temperatura de secado (35-70 ºC) e ao fluxo de ar natural que existe no seu interior, o qual arrasta a humidade da superfície do filamento ao ar que o rodeia. O valor ideal da humidade em um filamento é entre 10-13 %.
Armazenagem
Tanto ao início do uso de uma nova bobina como a seguir de secar um filamento, é indispensável o correto armazenamento para manter a mínima percentagem de humidade. Em materiais convencionais (PLA ou ABS) e intervalos curtos de armazenagem (<2 meses) o uso da sua saca com fechamento a pressão tipo "grip" é suficiente. Em caso de tempos de armazenamento superiores ou com materiais técnicos e avançados esta medida não é suficiente. A solução ideal é empregar as embalagens de filamentos herméticos com selado ao vazio PrintDry. São uns recipientes de plástico de alta resistência, onde a cada utente pode armazenar o seu filamento com total segurança sem se preocupar por se estes apanham humidade. O potencial destas embalagens está na tampa, já que, nesta aloja-se uma válvula de vazio, através da qual e com a ajuda de uma bomba manual (incluída com as embalagens), se consegue extrair o ar do interior da embalagem, proporcionando um armazenamento livre de pó e humidade. Desta forma pode-se garantir o correto estado do filamento, embora passe em vários meses desde que a bobina sacou-se do seu selo original de fábrica. A maiores, há que ter em conta que a humidade relativa da zona onde esteja armazenado o material afeta em grande quantidade, devendo ser este o menor possível sem prejudicar à saúde do utente (Um bom valor seria sobre o 40 %).
Vida útil do filamento
A vida de um filamento de qualidade desde a sua fabricação é de 2-3 anos, desde que esteja no seu selo e vazio original. Uma vez aberta a saca original, o tempo que demora em perder as suas propriedades mecânicas e de cor depende do tipo de material e da armazenagem. Um PLA ou ABS armazenado da maneira mencionada anteriormente pode conservar as suas propriedades mais de 1 ano, mas em caso de não ser assim, resistirá uma décima parte do tempo. Em materiais mais delicados, como nylons e PVA, a perda total da sua vida pode ser de escassos dias.
É, portanto, uma evidência de que a manutenção dos filamentos com baixos valores de umidade (10-13 %) é um fator chave a ser levado em consideração em todos os momentos, para evitar problemas antes, durante e despois de uma impressão 3D.
Para ter plena confiabilidade no momento da impressão, é vital ter o número máximo de possíveis variáveis controladas, e a humidade é uma delas para garantir a máxima robustez no processo de impressão.












Me habéis aclarado un tema importantísimo, llevaba todo noviembre con este problema y no sabía cómo solucionarlo. GRACIAS.
Nos alegra mucho que te hayamos ayudado. Un gran saludo Javier
Llevo poco tiempo con la impresora, pero para que no se me estropee el filamento, saco del rollo unos 100÷150 gramos y el resto lo meto en una bolsa y lo sello al vacio, con una maquina de sellar alimentos. dejo dentro la bolsa de sales higroscópicas, para mantener seco el interior. por ahora bien...
Hola Juan, Es una solución casera válida. Gracias por tu aportación.
Hola, en el caso de una impresión 3D ya hecha, cuál piensan ustedes que sería la mejor forma de hacerla resistir a la humedad? muchisimas gracias
Hola Jose.
Una buena solución sería el impermeabilizante Plastimperm F10.
Un saludo.
Hola. Tengo una Ender 3 PRO. Filamento: SiTi. Estoy teniendo bastante "oozing". Parece que la humedad tiene que ver, ya que mi prinera impresión fue buena y las siguientes no. Que puedo hacer?. Bajar la temp de la boquilla a 190 grados? (Reconendado por el fabricante 210 grados). Hablilitar retraccion? Las dos cosas?
Quem escreveu o artigo? Estou usando o seu artigo como referencia num levantamento técnico
vivo en una ciudad donde la humedad relativa ambiental esta entre 60 y 50%, y con una secadora de filamento esun aunque la tuviera por mas de 1 hora por sobre los 30°C no logro bajar la humedad en el compartimiento a menos de 40%. Les recomiendo que cuarden su filamento en bolsas ziplock y agregarle desecante.