
Algo que muitas vezes não é considerado, mas que pode ser uma fonte de fracasso, é a posição da bobina e o seu caminho para o extrusor. A fim de facilitar o trabalho da extrusora, deve ser procurada a resistência mínima à tracção do filamento. Quanto maior for a resistência, mais duro o motor da extrusora tem de funcionar, gerando mais calor e aumentando a possibilidade de perda de passo. Além disso, o atrito das rodas com o filamento irá aumentar, causando mais desgaste e sujidade e aumentando a possibilidade de picadas no filamento.
Posição óptima da bobina
A localização óptima da bobina é a que garante o caminho mais curto e recto para o extrusor. Além disso, devem ser tidos em conta os seguintes pontos:
- Tubos de PTFE: Se a distância entre a bobina e a extrusora for alta (geralmente mais de 15-20 cm) ou se não for possível colocar a bobina directamente na extrusora em sistemas directos, deve ser utilizado um tubo de PTFE para guiar o filamento.
- Se o tubo de PTFE for utilizado para conduzir o filamento da bobina ò extrusor, deve ser utilizado um tubo com uma secção transversal interna ligeiramente maior do que o diâmetro do filamento. Tubos com diâmetros apertados produzirão mais fricção e aumentarão o stress no motor.
- Se o tubo de PTFE for utilizada para conduzir o filamento do extrusor para o ponto quente (sistemas Bowden), o diâmetro interno deve ser ajustado para se obter a pressão mais homogénea possível. Nestes casos, recomenda-se a utilização de tubos de PTFE de alta qualidade com o menor coeficiente de fricção possível.
Em ambos os casos, a viagem deve ser tão curta quanto possível (máximo 80 cm no caso dos sistemas Bowden) e com o maior raio de curvatura possível. Além disso, uma extremidade do tubo de PTFE deve ser inserida directamente na extrusora, enquanto a outra extremidade deve ser colocada tangente à bobina e a uma distância de cerca de 10 cm da área de desenrolamento do filamento.
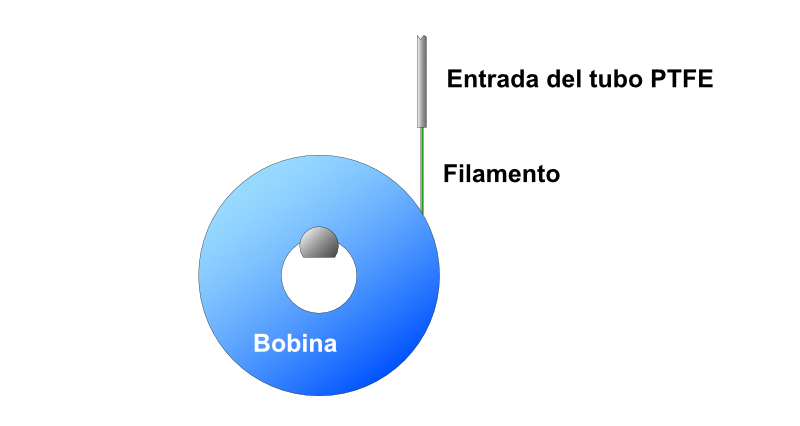
Imagem 1: Posição correcta da entrada do tubo de PTFE. Fonte Filament2print
- Portabobinas: Embora possa parecer que é melhor que o portabobinas exerça o mínimo atrito possível, não é este o caso. É verdade que o porta-bobina não deve exercer fricção excessiva, mas também não deve permitir que a bobina gire livremente. Se a bobina rodar demasiado, provocará uma perda de tensão nas últimas voltas do filamento, aumentando o risco de sobreposição à medida que a tensão é recuperada.

Imagem 2: Sobreposição de filamentos numa bobina. Fonte: Filament2print.com
Filamentos Flexíveis
No caso de filamentos flexíveis, é particularmente importante reduzir a distância e a fricção. Se houver valores de fricção consideráveis, o filamento deformar-se-á proporcionalmente à distância à bobina, reduzindo a sua secção transversal devido ao fenómeno de fricção. Para efeitos práticos, isto significa que a secção transversal real do filamento não é a nominal, tornando necessário reajustar o fluxo para evitar a falta de extrusão. É por isso que é por vezes necessário utilizar valores de fluxo superiores a 115% em certas combinações de impressora e filamento flexível.
Filamentos com cargas metálicas ou cerâmicas
Uma das características dos filamentos com uma elevada carga metálica ou cerâmica destinados à sinterização é a sua elevada fragilidade de flexão. É por isso que a forma de alimentar este tipo de filamento é crucial para evitar quebras durante a impressão.
Sempre que quiser utilizar este tipo de filamento, é aconselhável fazê-lo numa impressora 3D com sistema de extrusão directa e alimentar o filamento de tal forma que o caminho desde a bobina até à extrusora seja completamente direito.
No caso de utilizar impressoras Bowden, deve procurar-se o maior raio de curvatura possível, mesmo que isso signifique utilizar tubos de PTFE de maior comprimento. Também pode ser necessário utilizar dispositivos que pré-aqueça o filamento antes de chegar à extrusor, a fim de aumentar a sua ductilidade.












