En este artículo hablaremos de qué es el flujo y de su importancia en la impresion 3D. También explicaremos cómo calibrar este parámetro para que la impresora 3D ofrezca los mejores resultados posibles.
Flujo de una impresora 3D
El flujo es la cantidad (volumen para ser más precisos) de filamento que pasa por el extrusor en función de los parámetros de impresión seleccionados para realizar un modelo. El cálculo del flujo lo realiza automáticamente la impresora 3D basándose en los pasos/mm fijados por el fabricante de la impresora 3D para el motor del extrusor, en función del diametro del filamento y del diámetro de salida de la boquilla.
Cómo calibrar la impresora 3D al cambiar el extrusor
Si se cambia o modifica el extrusor, por ejemplo para un E3D Titan Aero, deben ajustarse los pasos/mm del motor del extrusor.
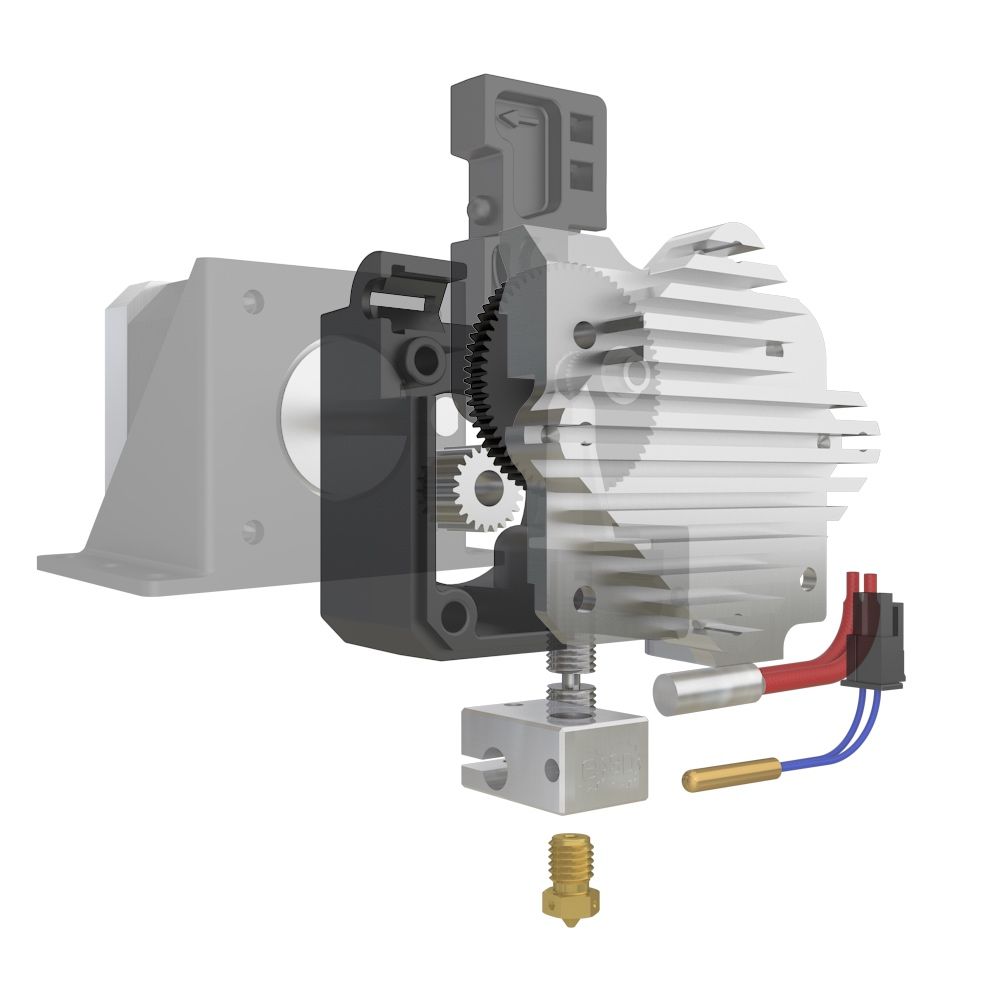
Imagen 1: Extrusor E3D Titan Aero. Fuente: E3D
Lo primero que hay que hacer es saber cuántos pasos/mm utiliza la impresora 3D. Esto se refleja en la parte 'Control>Motion>Extruder', en este caso el valor es 104.5 Steps/mm.
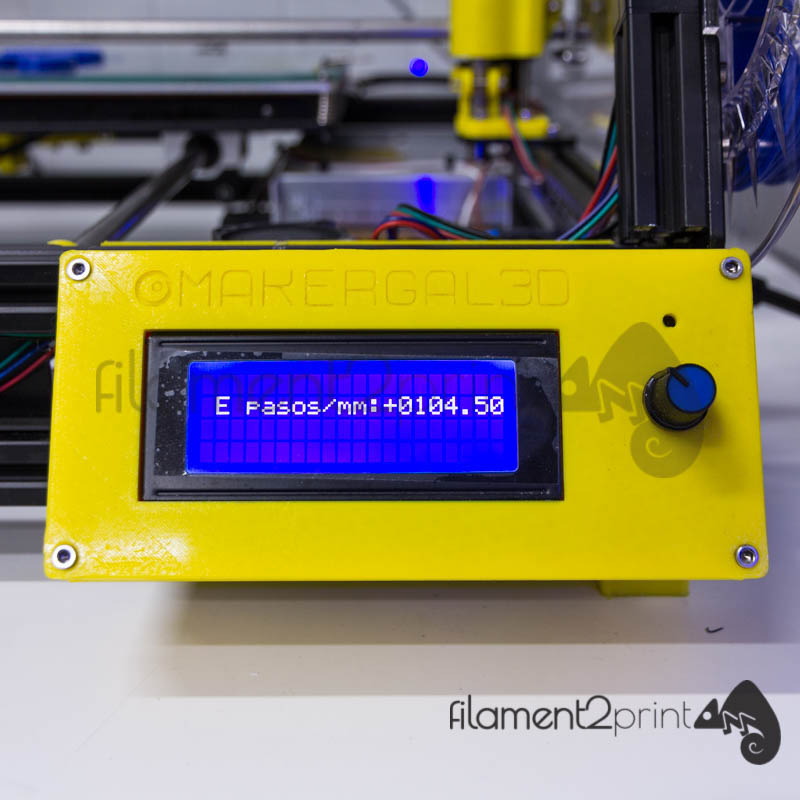
Figura 2: Pasos de extrusión/mm
Se realizan dos marcas en el filamento, a una distancia de 20 mm y 25 mm del inicio del extrusor.

Figura 3: Marcas en el filamento para calcular el número correcto de pasos/mm
El filamento se desplaza 20 mm desde la pantalla de control hasta la sección de movimiento.
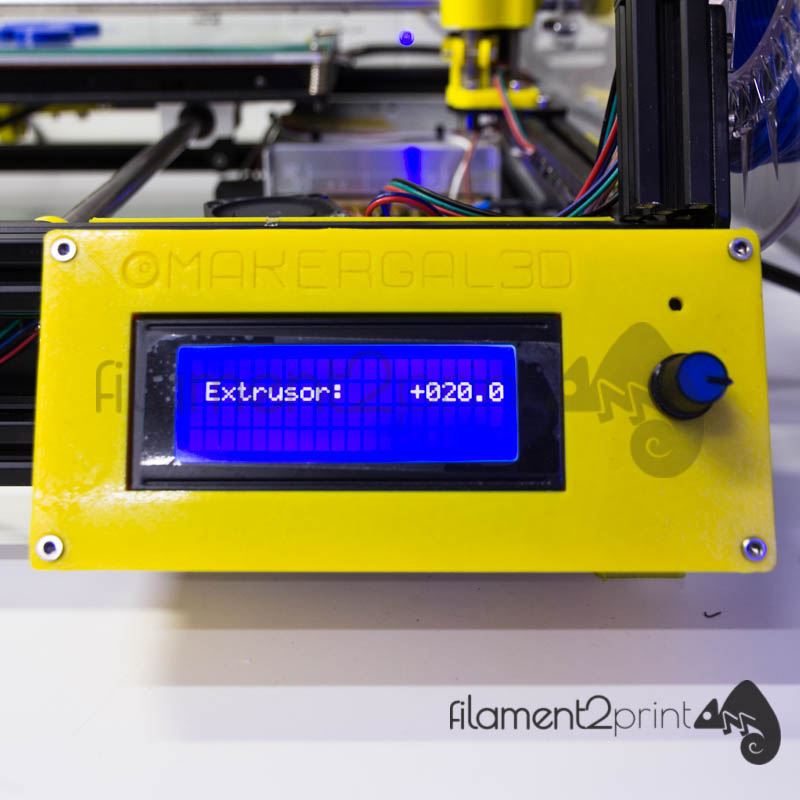
Imagen 4: Desplazamiento del filamento 20 mm
A continuación, se comprueba si el movimiento del motor del extrusor es correcto. Si no es así, se mide el error con una galga para corregirlo. Con todos los datos anteriores y utilizando la siguiente fórmula, se obtienen los pasos/mm correctos para el motor de la extrusora.
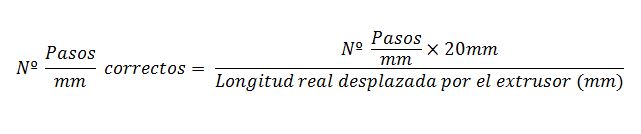
Figura 5: Fórmula de extrusión Pasos/mm
Una vez finalizado el cálculo, basta con modificar los pasos/mm en la pantalla de control y guardar los nuevos datos.
Por otro lado, todos los software de laminación 3D tienen una sección donde se puede cambiar la cantidad de flux (relación de flux) para variar las densidades de los diferentes materiales que existen en el mundo de la impresión 3D FDM/FFF. Esta relación es muy importante cuando se trata de conseguir tanto el acabado superficial deseado como las dimensiones reales del diseño CAD, porque de lo contrario será muy difícil producir piezas que encajen entre sí o se conecten.
Antes de ajustar el flujo, preparamos correctamente la impresión 3D.
Antes de explicar el ajuste del parámetro de ratio de flujo, queremos recordar una serie de consejos a tener en cuenta siempre antes de realizar una impresión 3D. Hay que comprobar siempre el estado del nozzle, que no presente un desgaste abusivo de la punta ni que tenga suciedad tanto interna como externamente. Comprobar que la temperatura de extrusión sea la recomendada por el fabricante del filamento, porque en caso de no cumplir esta recomendación, la calibración del flujo será ineficaz y nunca se conseguirá un buen resultado. Por último, y tal vez lo más importante, la base debe estar bien nivelada y calibrada para que el modelo impreso no presente desviaciones dimensionales en el eje paralelo a la base de impresión (eje z).
La prueba del cubo para ajustar el caudal de impresión
Para ajustar el parámetro de caudal, debe realizarse la prueba del cubo. Esta prueba consiste en imprimir un cubo hueco sin la cara superior, para comprobar que el grosor de las caras laterales coincide con el diseño.
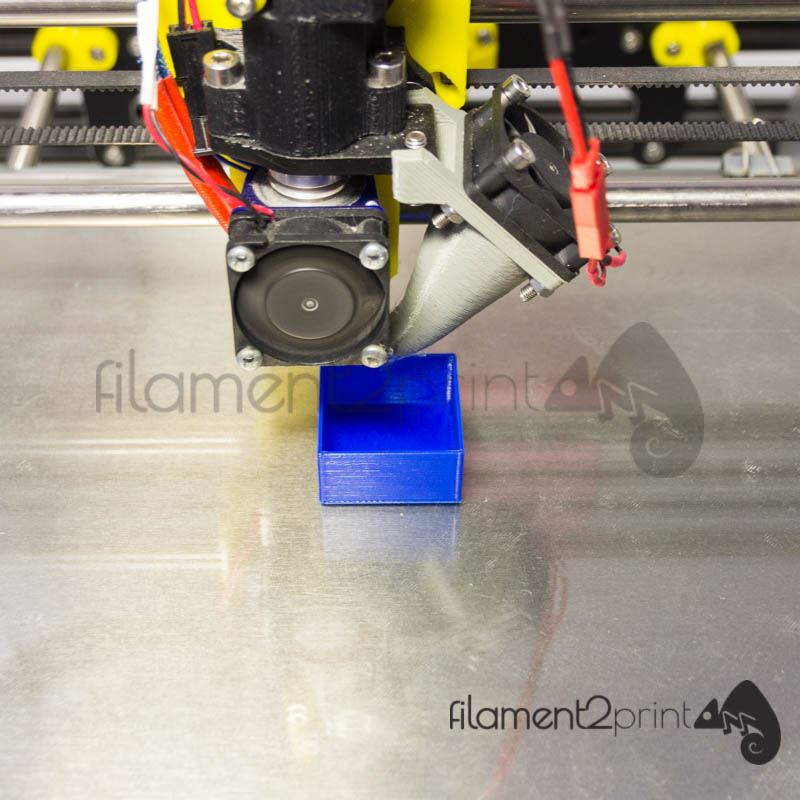
Figura 6: Cubo de calibración del caudal
En nuestro caso imprimimos un cubo con un grosor de cara lateral de 0,80 mm, diseñado por 3D_MaxMaker , que puedes encontrar en Thingiverse . Los parámetros de impresión son: nozzle de 0,40 mm, anchura de capa de 0,80 mm (para crear dos capas exteriores y que la medición sea más precisa) y caudal del 100%.

Figura 7: Con un caudal del 100 %, el cubo está sobredimensionado.
Utilizando PLA con un caudal del 100 % (recomendado 90 %), obtuvimos una medida de 0,88 mm, claramente sobredimensionada. Para corregir esta desviación aplicamos la siguiente fórmula:

Figura 8: Fórmula para calcular el caudal de extrusión necesario para cualquier material
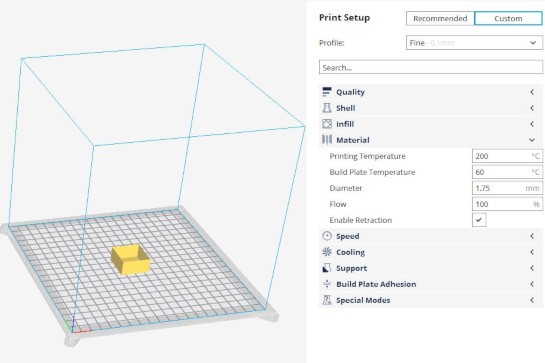
Una vez obtenido el nuevo caudal (90 %), sólo queda modificar el parámetro en el software de laminación 3D utilizado, en nuestro caso Cura 3D.
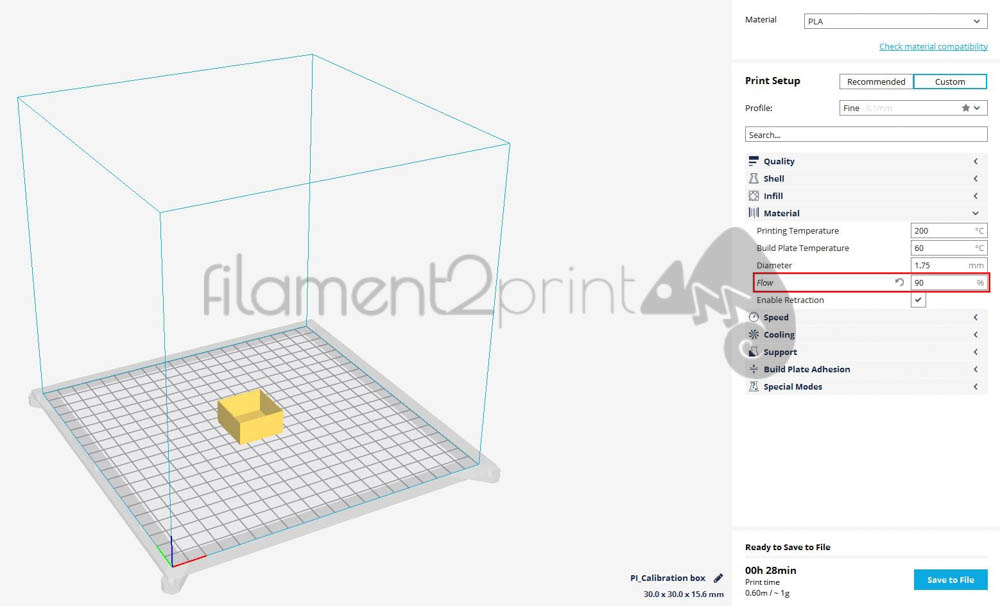
Figura 9: Cambio del caudal al 90%.
Vuelva a imprimir el cubo para comprobar que las mediciones obtenidas con la nueva relación de caudal son correctas.

Figura 10: Mediciones correctas al calcular el caudal necesario para la PLA
Como ya hemos comentado, la densidad de los materiales densidad de los materiales utilizados en impresión 3D no es la misma, por lo que es recomendable realizar este ajuste para cada material y fabricante.
Realizando este sencillo proceso de corrección, todas las impresiones 3D realizadas ganarán en calidad superficial y proporcionalidad dimensional.
En resumen, el flujo es uno de los parámetros más olvidados en la impresión 3D FDM, a pesar de ser uno de los más importantes para el éxito de las piezas.












Bonsoir Merci pour votre commentaire je ne peux pas avoir axer a leeprom dans repetier et pronterface non plus si vous avez une solution merci Cordialement Dominique
Envoyez-nous votre problème en détail à la section contact. Salutations
Buen articulo. Lo primero que deberíamos de hacer siempre antes de empezar a imprimir una pieza es hacer calibraciones de flow, hay mucha diferencia entre filamentos de distintas marcas. Saludos!
Cuál será el orden correcto? Yo diría el siguiente. Cubo XYZ, Retracción Torre de Temperatura, Flujo.
Hola, creo que hay un error en el párrafo inferior a la imagen 6, el ancho de capa debería ser 0,4 mm y no 0,8 como dice.
Buenos dias, después de ajustar el flow, las paredes si que miden 0,8 pero el cubo deja de medir 20x20 para medir 19,8 o cosa así. Es normal? hay algo mas que ajustar?
Creo que tendrás que ajustar mínimamente el flow con este nuevo valor y aplicando la misma fórmula. Paso 1. 100% flow - (0.8mm y la impresión real) --> Flow1 Paso 2. Flow1 - (20 mm y la impresión real 19.2) --> Flow nuevo ... A la segunda o la tercera estaremos con el valor de flow perfecto.
Mi respuesta anterior no es correcta, está mal razonada.
Yo imprimo cubo de calibración y de altura me da los 20 mm pero en eje x, y me da 17 mm, ya calibre los pasos y la correa está ok.. Que podría ser? Ya no se que más ajustar
A mi me pasa que pongo a calentar el pla y automaticamente comienza a salir por la boquilla plastico, eso me afecta la retracción he cambiado la retraccion y no ha funcionado, cambie la temperatura y tampoco, he cambiafo el flujo a 90 y tampoco obtuve resultados, cambie el nozzle y tampoco es eso, es una anet a8, parece un problema tonto pero a causa de eso todo lo que imprimo lo hace con retraccion, he llegado a cambiarle el motor E, pero ya nose como solucionarlo, algun consejo?
Hola Lucía. Probablemente no es un problema de configuración, sino de rendimiento térmico del hotend. Para evitar el goteo durante el calentamiento es importante que la zona fría y caliente del hotend estén bien definidas. Si aplicas un poco de pasta térmica en la unión del heatbreak y el disipador probablemente mejore el problema. Además, asegúrate de que el ventilador que refrigera el hotend funciona correctamente.