
Isotropy in materials is a quality that defines the uniformity of its properties regardless of the direction in which they are measured.
In general, most thermoplastics are considered isotropic materials. Due to their nature and the cohesion between the polymer chains that compose them is uniform in all directions, its mechanical properties are also uniform.
The fact that a material is isotropic does not imply that all the pieces made with that material maintain this quality. On many occasions the method of forming or manufacturing can cause a piece to be anisotropic or orthotropic, despite the fact that its raw material has isotropy.
For example, a piece made of a fiber-reinforced thermoplastic. In the plastic matrix, the fibers are oriented randomly and uniformly, thus maintaining the isotropy of the material. However if a part of this material is manufactured using mechanical stretching methods, the fibers can be reoriented within the matrix in a preferred direction and causing the material to become anisotropic. Sometimes, during the thermoplastic injection process or in the curing of resins, internal stresses are generated that can cause the material to reduce its degree of isotropy.
Sometimes this anisotropy is an engineering decision that takes into account what loads the part will support and seeks to improve its performance or optimize the weight / resistance ratio. This is the case, for example with fiber-reinforced composites, in which oriented fiber meshes are often used to improve properties in a certain direction.
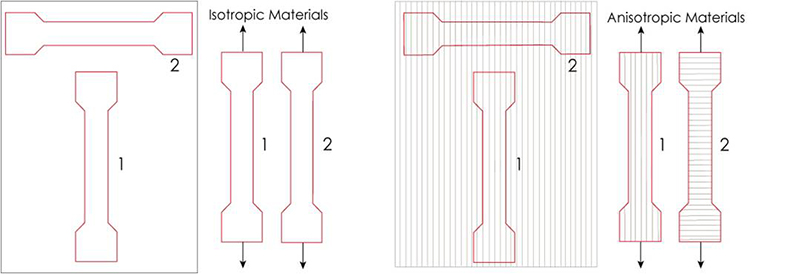
Image 1: Isotropic and anisotropic material. Source: Instron.
But, what happens when this anisotropy is an unintended consequence, product of the forming or manufacturing method? In this case, if the loads that will act on the part are not uniform and we know well how the isotropy of the part varies after its manufacture, we can adapt its orientation during the forming process so that the preferred direction coincides with the load direction. This greatly complicates design and manufacturing tasks, but can be a salvageable hurdle.
However, when we do not know a priori in which direction the loads will act on a part, the fact that its properties are not uniform in all directions can pose a major problem. Firstly, the properties in all directions should be tested and the lowest values such as the resistance of the piece should be considered. Second, it is much more complicated to determine when that part will fail, since the useful life when the loads act in its most favorable direction can be much longer than when they act in the least favorable direction.
This is why when it comes to parts that must fulfill a mechanical or structural function, the control of isotropy is of great importance.
Isotropy in 3D printing
One of the manufacturing methods in which isotropy is clearly affected is 3D FDM printing. This manufacturing method is based on forming the part layer by layer by extruding a melted polymer thread.
It is precisely for this reason that, at the level of its microstructure, the pieces printed using FDM are microporous structures. This implies that the actual section of the piece varies in each direction with respect to the apparent section that we can measure at the macroscopic level. In addition, another factor comes into play: the cohesion between layers, which does not always occur in an ideal and reproducible way.
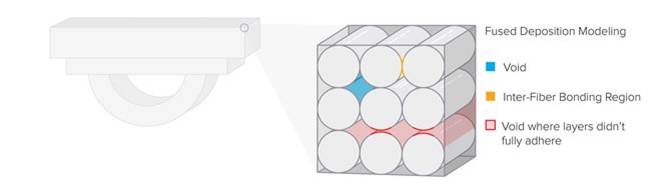
Image 2: Microstructure of a 3D FDM print. Source: Formlabs.
Due to this mismatch between actual part sections and apparent sections, the apparent modulus when testing the part on all three axes will also vary.
For example, if we test a cube of 1 cm3, we will see that the elastic modulus is different in the three axes. This is because when calculating E = (F⁄S) / (∆L⁄L) where S is the section of the piece, we are taking as section 1 cm2 for the three axes, when the actual section varies from one axis to another as seen in image 3.
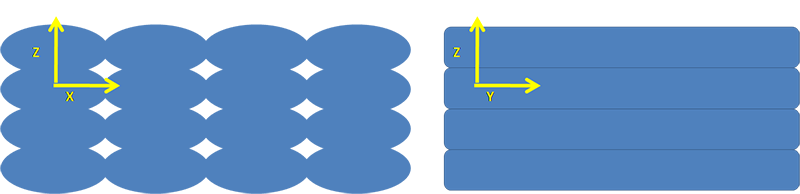
Image 3: Sections of a printed piece with 100% padding and all layers facing in the same direction.
We could minimize this effect by varying the printing direction on each layer. By orienting the layers at 90º as shown in figure 4, we could obtain orthotropic pieces on the X and Y axes, although the anisotropy would remain on the Z axis.
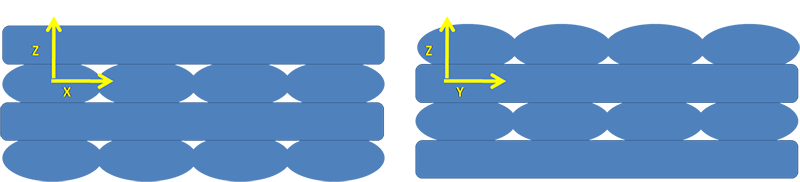
Image 4: Sections of a printed piece with 100% filling and each layer oriented at 90º with respect to the previous one.
In theory, if we vary each layer by a small angle, in large pieces made up of a large number of overlapping layers, we could obtain planar isotropy in the XY plane, but still we would not reach a complete isotropy.
We could try to obtain the real sections of the pieces and thus predict their theoretical properties in each direction, however in practice FDM printers are not sufficiently precise to obtain homogeneous and reproducible structures, as seen in image 5 .
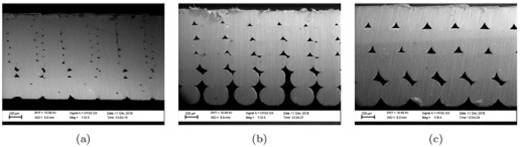
Image 5: Printed parts sections with 0.1, 0.2 and 0.3 mm layers. Source: S. Garzon-Hernandez et al. Materials and Design 188 (2020) 108414
For all this, it is very difficult to predict the mechanical behavior of a part printed in FDM.
However, this phenomenon is not universal in 3D printing. Other technologies such as 3D SLA printing and 3D SLS printing produce parts with high isotropy.
In SLA printing, the pieces are formed by light-curing a resin layer by layer. This implies that the pieces are completely dense and therefore their apparent and real section are the same. Furthermore, the cohesion between molecules is formed by chemical bonds and homogeneously throughout the piece.
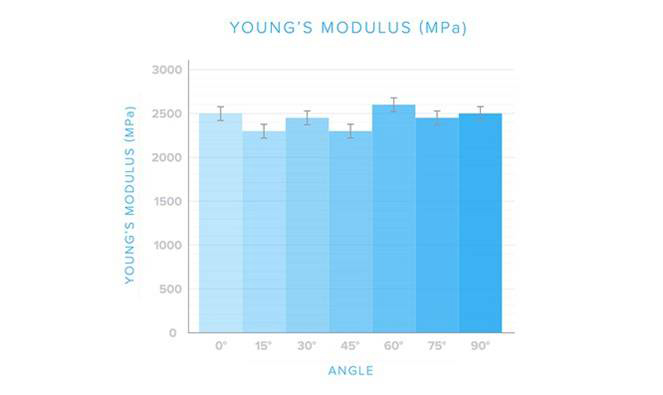
Image 6: Young's modulus of a piece printed by SLA, measured at different angles. Source: Formlabs
Despite the fact that traditionally SLA resins were not considered for technical applications due to their poor mechanical properties, in recent years there has been a significant leap in the development of resins with mechanical and thermal properties compatible with the most demanding requirements. This is the case of Formlabs' engineering resins, which together with the Form 3L printer, capable of producing parts up to 335x200x300 mm, form the perfect tandem for many applications that require isotropic parts with high mechanical properties.
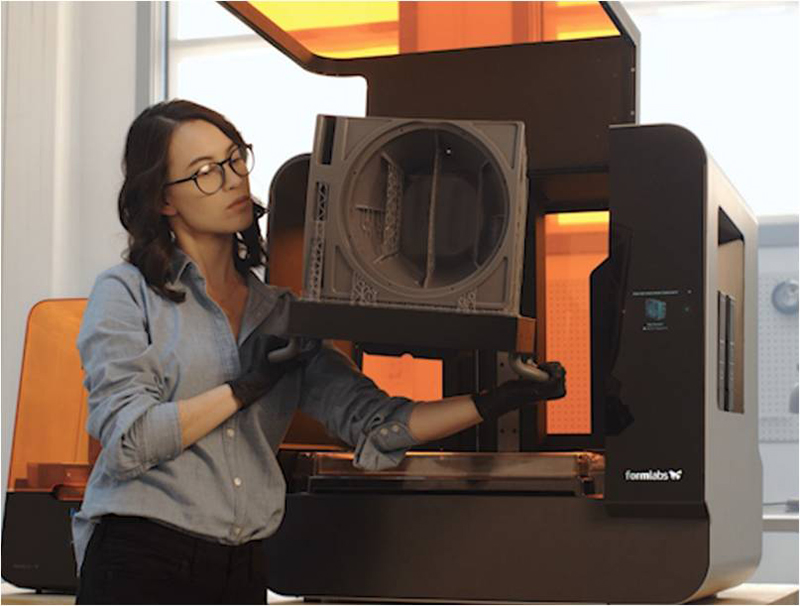
Image 7: Form 3L SLA Printer. Source: Formlabs
However, despite the breakthrough in the development of technical materials for SLAs, the technology that guarantees best results for technical applications is 3D SLS printing.
This technology is based on sintering layer by layer of polymeric microparticles. The result is parts with ideal characteristics for engineering applications: they have high isotropy, high dimensional precision and can be printed without supports, allowing highly complex geometries and even printing already assembled mobile mechanisms.
The parts produced by SLS printing are porous, however, unlike those produced by FDM, their porosity is homogeneous and does not depend on the orientation of the part during printing, as can be seen in image 8.
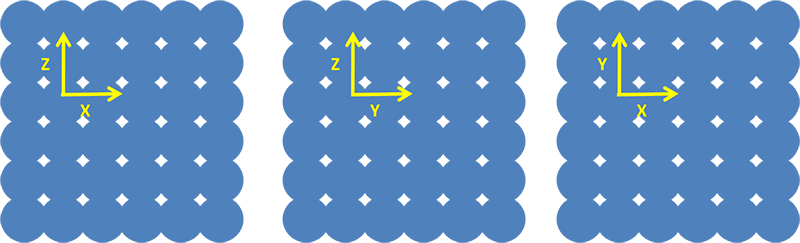
Image 8: Internal microstructure of a piece printed using SLS.
This makes them have a high isotropy, since, although their real sections and their apparent sections are not the same, they do remain constant in all directions.
This is why although the mechanical properties of the pieces printed by SLS are different from those of the starting material, they are constant, independent of the orientation of the piece and can be easily determined, which simplifies engineering calculations and allows determining with low margins of error the resistance and useful life of the components manufactured using this technology.
In addition, SLS printing allows the use of widely used technical polymers in the industrial sector, such as nylon 11, nylon 12 or even thermoplastic elastomers such as TPE and TPU.
This is the case of 3D printers such as Lisa Pro, a printer with an excellent value for money, capable of producing very high quality parts in materials such as polyamide 11, thanks to its ability to print in a nitrogen atmosphere.
Video 1: Lisa Pro video. Source: Sinterit
When it comes to producing parts by 3D printing that have to meet certain mechanical requirements, one should not only consider the properties of the starting material but also the technology by which it will be manufactured. Although FDM technology is probably the most versatile when it comes to choosing technical materials, the fact that printed parts have very low isotropy can be a big problem that is difficult to overcome in many cases. Part orientation during printing, selection of fill patterns, and a good understanding of where and under what conditions the part will work are critical factors in producing technical components using 3D FDM printing. This means that the design and production of parts using this technology is perhaps the most complex while presenting significant limitations.
Many of these limitations disappear with SLA and SLS printing. The possibility of obtaining dense or homogeneous porosity parts, with a high isotropy and the availability of technical materials with good mechanical properties, make them a promising alternative for those applications where 3D FDM printing is not suitable.
Furthermore, the possibility of printing parts without the need for pre-assembled supports and mobile mechanisms, makes SLS printing the ideal technology by reducing and simplifying part post-processing.











