Aucun produit
Produit ajouté au panier avec succès
0 produits dans le panier 1 produit dans le panier
 Agrandir l'image
Agrandir l'image

Certains matériaux d'impression 3D rigides, tels que le PA et le PP, peuvent résister au revêtement en raison d'une mauvaise adhérence. Ce problème de post-traitement peut être résolu en utilisant le UV Adhesion Promoter Ultracur3D de BASF.

Image 1 : Une couche de UV Adhesion Promoter Ultracur3D (argent) et une couche de peinture rouge par-dessus. Source : BASF.
Il s'agit d'un apprêt UV à base de solvant qui améliore l'adhésion de la couche de finition finale aux matériaux rigides d'impression 3D en lissant la surface rugueuse (pores, trous d'épingle) ou irrégulière d'une pièce traitée lorsqu'elle est appliquée plusieurs fois avec des phases de séchage intermédiaires.
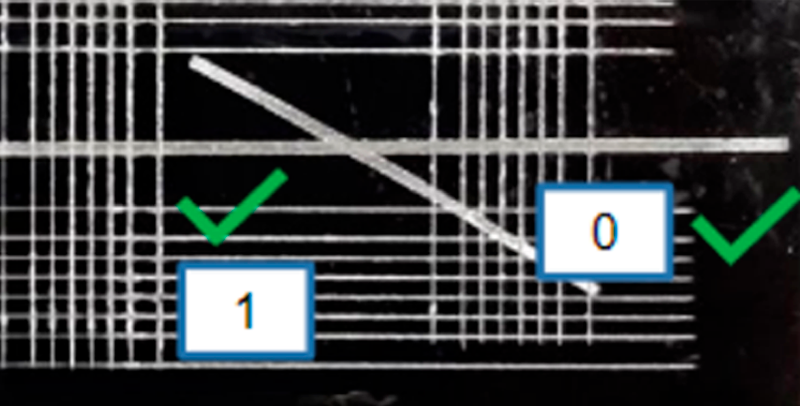
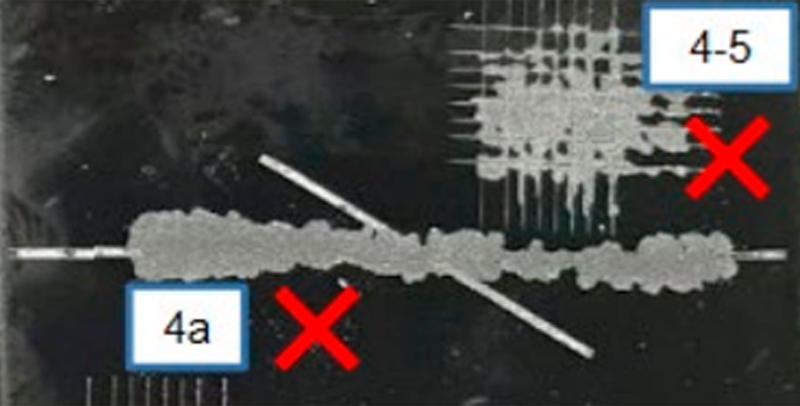
Image 2 : La différence de qualité de l'adhésion lorsque le UV Adhesion Promoter est utilisé (à gauche) et non utilisé (à droite). Source : BASF.
Avec le UV Adhesion Promoter Ultracur3D, il n'est pas nécessaire de développer ou de remplacer les systèmes de revêtement existants, car le promoteur d'adhérence est compatible avec la plupart des couches de finition, des vernis, des mastics à deux composants et des primaires du commerce. Le promoteur d'adhérence peut être appliqué de deux manières : par immersion ou par pulvérisation.
Les applications possibles du UV Adhesion Promoter Ultracur3D sont dans le secteur automobile, dans les intérieurs et extérieurs des voitures, et dans l'industrie des biens de consommation.
Le Adhesion Promoter peut être appliqué de deux façons : par immersion ou par pulvérisation. Quelle que soit la méthode utilisée, la pièce à traiter doit toujours être propre et exempte de poussière, de rouille, de cire, d'huile et de graisse avant d'appliquer le promoteur d'adhérence Ultracur3D.
Si le lissage de la surface de la pièce n'est pas satisfaisant après la première couche, le processus peut être répété jusqu'à 4 fois. Après chaque application, la pièce doit être séchée dans un processus de séchage intermédiaire UV jusqu'à ce que la surface ne soit plus collante.
Si un pistolet est utilisé, il doit toujours être nettoyé avant utilisation, par exemple avec de l'isopropanol. Le Adhesion Promoter doit être pulvérisé avec un pistolet HVLP à une pression de 0.8-1.5 bar avec une buse de 0.8-1.3 mm. L'épaisseur maximale recommandée du film est de 70 μm.
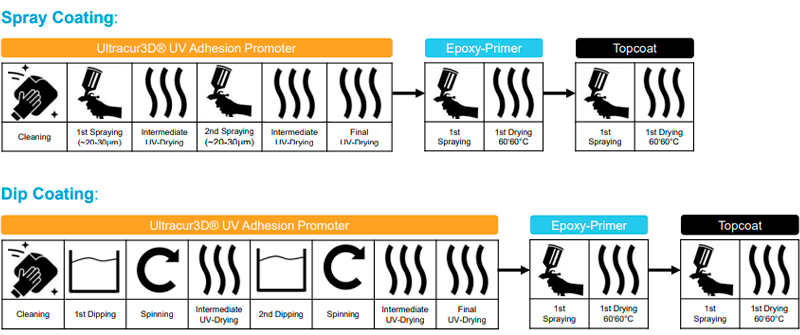
Image 1 : Guide d'application rapide pour le revêtement par trempage et par pulvérisation avec le Adhesion Promoter Ultracur3D. Source : BASF.
Le Adhesion Promoter Ultracur3D ne doit pas être appliqué à la lumière directe du soleil ni être exposé à la lumière du soleil pendant le stockage.
Des conseils plus détaillés sur l'utilisation du Adhesion Promoter Ultracur3D de BASF sont disponibles dans la documentation de la section Télécharger.
| Fabricant | BASF |
|---|---|
| Quantité | - |
| Méthode d'application | Trempage / pulvérisation |
| HS Code | 3305.3 |
| Avertissements de danger et précaution |
30 autres produits dans la même catégorie :
-

Résine PU Rigid 650
135,00 €
-

Résine xFLEX475 Nexa 3D
295,00 €
-

Industrial Flex - HARZ Labs
125,00 €
-

BASF Ultracur3D RG1100
111,15 € -5% 117,00 €
-

Résine High Temp - FormLabs
199,00 €
-

BASF Ultracur3D ST1400
92,15 € -5% 97,00 €
-

Résine Liqcreate Clear Impact
44,95 €
-

Résine IBT - Formlabs
199,00 €
-

Résine Liqcreate Flexible-X
43,95 €
-

Industrial ABS - HARZ Labs
100,00 €
-

Résine Liqcreate Composite-X
58,95 €
-

BASF Ultracur3D® EPD 1006
399,00 € -5% 420,00 €
-

Résine Castable Wax - FormLabs
299,00 €
-

Résine ABS-like ESD POC Lab
128,00 €
-

Résine Castable Wax 40 - FormLabs
249,00 €
-

Résine PU Rigide 1000
135,00 €
-

BASF Ultracur3D EL 4000
124,45 € -5% 131,00 €
-

BASF Ultracur3D® EPD 2006
337,25 € -5% 355,00 €
-

zWAX (UniZ)
169,00 €
-

BASF Ultracur3D® EPD 3500
399,00 € -5% 420,00 €
-

Jewelry J-Cast - HARZ Labs
156,20 €
-

BASF Ultracur3D RG 3280
268,04 € -5% 282,15 €
-
Revêtement Ultracur3D Coat F+
240,35 € -5% 253,00 €
-
Resiné Castable XYZ (SLA)
214,05 €
-

BASF Ultracur3D® EPD 4006
418,00 € -5% 440,00 €
-

zPMMA Translucide (UniZ)
96,00 €
-

BASF Ultracur3D® EPD 1086
280,25 € -5% 295,00 €
-
Résines d'ingénierie XYZ (SLA)
123,14 €
-
Ultracur3D Hardener F+
-

Résines calcinables Bluecast Zortrax
110,00 €
Catégories


