
Le hotend est l’une des parties fondamentales d’une imprimante 3D FDM, et malgré sa simplicité apparente l’une des plus complexes. De ce composant dépend non seulement de la résolution de l’imprimante, mais aussi la capacité d’imprimer certains matériaux, tels que l’abrasif ou à haute température. Il existe plusieurs options lors de la sélection d’un hotend, ainsi que plusieurs pièces de rechange et accessoires pour chacun d’eux. Il n’y a pas de hotend parfait pour toutes les applications, et le choix des plus appropriés pour chaque utilisateur sera conditionné par l’utilisation préférentielle qui donne à l’impression 3D ou par les matériaux que vous utilisez habituellement.
Pour savoir comment sélectionner et configurer le hotend le plus approprié pour chaque utilisateur, il est nécessaire de comprendre comment il fonctionne et quelles pièces le composent.
Fonctionnement du Hotend
Le hotend est l’ensemble d’éléments destinés à fondre et à extruder le filament, avant de le déposer (le filament) dans l’espace de construction. Le hotend travaille toujours avec l’extrudeur, soit en montage direct ou indirect (bowden). En simplifiant son fonctionnement, l’extrudeur pousse le filament vers une petite chambre où il est fondu et par la pression générée, le matériau fondu sort par un petit orifice où il se solidifie lorsqu'il est déposé sur la base de construction ou sur la pièce. Comme le filament est poussé, il est nécessaire de maintenir une rigidité maximale avant d’atteindre la zone de fusion. Pour ce faire, dans le hotend il doit y avoir deux parties clairement différenciées: une zone froide et une zone chaude, avec une transition entre eux aussi court que possible.
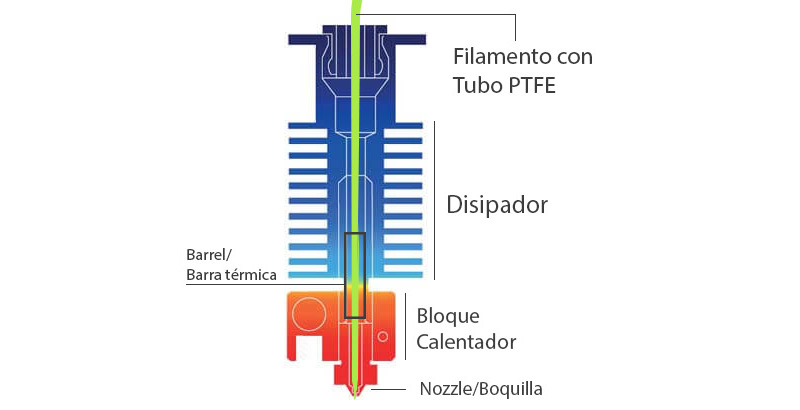
Image 1 : Schéma d'un hotend. Source: impresoras3d.com
Parties du hotend
Les hotends se composent principalement de six composants :
- Nozzle ou buse.
- Bloc de chauffage.
- Sonde de température.
- Cartouche de chauffage.
- Heatbreak.
- Heatsink.
Buse
C’est la dernière partie du hotend et celle qui détermine la résolution de l’imprimante sur le plan XY. Lors de la sélection des plus appropriés, nous devons considérer trois paramètres: le système auquel ils appartiennent, le diamètre et le matériau.
Système:
Il existe plusieurs systèmes de hotends, bien que les plus communs soient deux : le système V6 et le Mk8. En plus de cela, certaines marques telles que Ultimaker, BCN3D ou Raise 3D ont leurs propres systèmes.
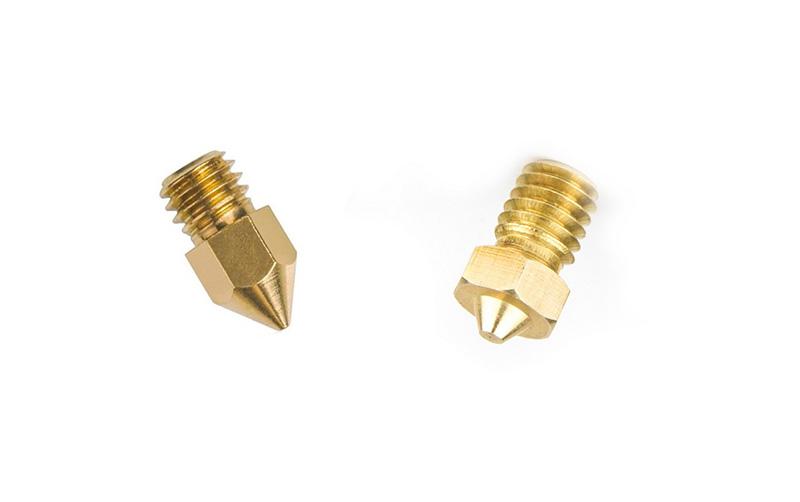
Image 2: Buse MK8 et V6.
Bien que les buses V6 et MK8 ont un filetage M6x1 et il peut sembler qu'ils sont compatibles à première vue, mais ce n’est pas le cas. Les dimensions diffèrent considérablement entre les deux. Alors que les buses du système MK8 ont une longueur de 8 mm,celles du système V6 ont une longueur de 5 mm. Cela implique que sur les imprimantes où le capteur de niveau est situé sur la tête, la buse sera plus haute et ne sera pas imprimable. Bien que des modifications puissent être apportées à l’imprimante pour adapter les hotends d’un autre système, il est conseillé de rester dans le système d’origine et d’éviter de mélanger les composants d’autres systèmes. Actuellement, ce n’est pas un problème car il y a des fabricants dans les deux systèmes qui produisent des composants d'une qualité extraordinaire tels que E3D, MicroSwiss ou 3DSolex.
Diamètre:
En général, la plupart des hotends utilisent une buse de 0,4 mm par défaut car il est considéré comme le compromis idéal entre la résolution et le temps d’impression. Cependant, il existe de nombreuses autres options de diamètre qui peuvent être mieux dans certains cas.
La gamme de buses disponibles varie selon le système et le fabricant, mais varie généralement de 0,25 à 0,8 mm. Cela est dû aux limites intrinsèques de la technologie FDM. Les plastiques, lorsqu’ils sont fondus, maintiennent une viscosité considérable qui rend nécessaire d’appliquer une pression plus élevée, quand plus petit soit le diamètre. C’est pourquoi en dessous de 0,25 mm la pression requise est si élevée qu’il est impossible d’imprimer certains plastiques de viscosité supérieure. Cependant, certains fabricants tels que l’E3D ont des buses expérimentales jusqu’à 0,15 mm,avec lesquelles il est possible d’obtenir d’excellents résultats en imprimant avec PLA à faible vitesse.

Image 3 : Buses de différentes tailles. Source: e3d-online.com
Pour les buses de plus de 0,8 mm, la limitation est due à la capacité des hotends de faire fondre le flux volumétrique en plastique suffisant pour maintenir une extrusion appropriée. Une buse de grand diamètre a besoin d'une vitesse d’extrusion si élevée qu’il peut être impossible de faire fondre le filament à la même vitesse. Malgré cela, deux des fabricants les plus reconnus ont réussi à résoudre partiellement cette limite en utilisant deux stratégies différentes.
D’une part, E3D offre deux sous-systèmes V6 connus sous le nom volcan et supervolcan qui sont basés sur l’augmentation de la longueur de la zone chaude du hotend, parvenant à faire fondre un flux de plastique beaucoup plus grand. Cela implique la possibilité d’imprimer à des vitesses plus élevées avec des buses de tailles standard, ainsi que la possibilité d’utiliser des buses jusqu’à 1,4 mm.

Image 4: Buses Supervolcan. Source: e3d-online.com
D’autre part, le fabricant 3DSolex a introduit la technologie innovante « Core Heating Technology ». Cette technologie est basée sur la division de l’intérieur du hotend en trois chambres, en obtenant une plus grande surface chaude en contact avec le filament et donc une fusion plus rapide et plus homogène sans avoir besoin d’augmenter la longueur de la zone chaude. Grâce à ce 3DSolex offre des buses de diamètres allant jusqu’à 2 mm compatibles avec le système V6.
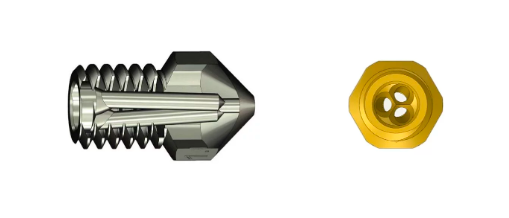
Image 5: Buse 3DSolex. Source: 3DSolex.com
Matériaux:
Ces dernières années, l’émergence de nouveaux matériaux de pointe a également signifié la nécessité de concevoir des buses dans de nouveaux matériaux. Actuellement, les matériaux les plus courants dans la fabrication des buses sont les suivants:
- Laiton: C’est le matériau le plus courant. Ses principaux avantages sont son faible coût, sa facilité de fabrication et son coefficient élevé de transmission thermique. Parmi ses principaux inconvénients sont sa faible résistance à l’usure, ainsi que sa faible résistance aux températures élevées, car il n’est pas conseillé de l’utiliser au-dessus de 300 ºC. C’est le matériau idéal lorsqu’il n’est imprimé qu’avec des matériaux tels que PLA, ABS, ASA
- Laiton nickelé : Il est en train de devenir la norme dans les hotends de la plus haute qualité. Il s’agit d’une buse en laiton à laquelle un revêtement de nickel fin lui a été appliqué. Ce traitement de surface lui donne une plus grande résistance à l’usure, un coefficient de friction plus faible et une résistance à la corrosion élevée. Cela lui donne une durabilité supérieure aux buses en laiton.
- Cuivre nickelé : Le matériau spécifique pour l’impression avec des filaments à haute température. Il doit être combiné avec un bloc de chauffage du même matériau. Permet d’atteindre des températures allant jusqu’à 500 ºC.
- Acier durci ou acier à outils : Ils se distinguent par leur résistance à l’abrasion élevée. Ils ont été conçus pour fonctionner avec des filaments très abrasifs tels que ceux renforcés avec des fibres ou des particules. Il est essentiel dans les matériaux tels que les filaments métalliques ou ceux renforcés avec de la fibre de verre ou du carbone. Leur principal inconvénient est qu’ils fournissent généralement une qualité d’impression de surface inférieure à celle des précédentes. Bien qu’ils soient généralement disponibles en tailles de 0,4 mm, il est recommandé d’utiliser des tailles supérieures à 0,5 mm pour éviter les obstacles. Bien qu’ils puissent résister à jusqu’à 500 ºC, il n’est pas recommandé de les utiliser avec des matériaux abrasifs supérieurs à 350 ºC.
- Acier inoxydable: Bien qu’il puisse ressembler à la précédente et de nombreux utilisateurs l’acquièrent pour une utilisation avec des filaments abrasifs, celle-là n’est pas leur application principale puisque leur résistance à l’abrasion est beaucoup plus faible que celle des précédents. Ce type de buses sont principalement utilisés dans les applications médicales et alimentaires puisque, en raison de leur forte résistance à la corrosion,ils ne dégagent pas de particules toxiques qui peuvent être mélangées avec le matériau fondu. C’est probablement le matériau le moins courant dans la fabrication des buses. Comme les buses en cuivre plaqué nickel, elles conviennent à des applications à haute température, supportant jusqu’à 500 ºC.
- Laiton ou cuivre avec pointe de rubis : Ce sont des buses en laiton ou en cuivre, avec un rubis fixé sur la pointe. Bien que beaucoup de gens croient qu’elles sont des buses qui ne souffrent pas d’usure, ce n’est pas tout à fait correct. S’il est vrai que la grande dureté de la pointe rubis provoque qu'elle ne souffre pas d’usure et de maintenir une qualité d’impression élevée pour toute la vie de la buse, le corps en laiton ou en cuivre ne souffrent pas d’usure. Avec des filaments sans charges, la durabilité de ce type de buses est très élevée et dans de nombreux cas peut être plus élevée que celle de l’imprimante, cependant, avec des filaments abrasifs l’usure interne du corps en laiton ou en cuivre provoque que le rubis se sépare de la buse au fil du temps. C’est la buse idéale pour imprimer des matériaux abrasifs de la plus haute qualité à condition que cette utilisation entraîne une durée de vie limitée. C’est également la buse idéale pour les utilisateurs qui n’utilisent pas de matériaux abrasifs et qui veulent une buse avec une grande durabilité et qui maintient la plus haute qualité tout au long de la durée de conservation.

Image 6: Buse The Olson Ruby. Source: olssonruby.com
Bloc de chauffage:
C’est l’élément responsable de la transmission de la chaleur à la buse et à la zone chaude du heatbreak. Il existe principalement deux types : les normales et ceux à haute température . Les blocs de chauffage standard sont généralement en aluminium. Ils sont les plus économiques, mais ne résistent à des températures allant jusqu’à 300 C. Les températures élevées sont faites de cuivre nickelé et peuvent résister à des températures allant jusqu’à 500 oC.
Certains, comme ceux du système V6, ont en option un étui en silicone ou une chaussette qui aide à protéger la pièce contre la chaleur irradiée, quelque chose avec une importance particulière avec des matériaux tels que le PLA.
Sonde de température:
C’est l’élément responsable de la mesure de la température du bloc de chauffage. Il existe plusieurs types différents, avec différents facteurs de forme et de paramètres. Il est peut-être l’un des éléments les plus difficiles à échanger, car en plus d’avoir des facteurs de forme différents, il peut être nécessaire de modifier le firmware de l’imprimante ou même ajouter des composants électroniques supplémentaires. Les types les plus courants sont trois :
- Thermistor: C’est le plus commun. Il a une grande précision à faible température et son prix est très économique. Pour inconvénient, il n’est pas adapté pour des températures supérieures à 285 ºC.
- Thermocouple: Ils permettent de mesurer avec précision les températures très élevées, cependant, lorsqu’ils sont calibrés pour une plage spécifique, ils ne peuvent pas mesurer les températures élevées et basses avec une grande précision en même temps. Bien qu’ils soient généralement peu coûteux, ils ont besoin d’électronique supplémentaire pour convertir le signal. Un de leurs principaux inconvénients est qu’ils sont sensibles au bruit électromagnétique, de sorte que leurs câbles doivent être protégés et tenus à l’écart des alimentations ou des bobines.
- Sonde PT100 : Elles ont presque complètement remplacé l’utilisation des thermocouples. Ils permettent de mesurer des températures allant jusqu’à 500 ºC avec précision, combinant les avantages des thermistors et des thermocouples. En retour, son prix est le plus élevé et elles ont besoin d'électronique supplémentaire.
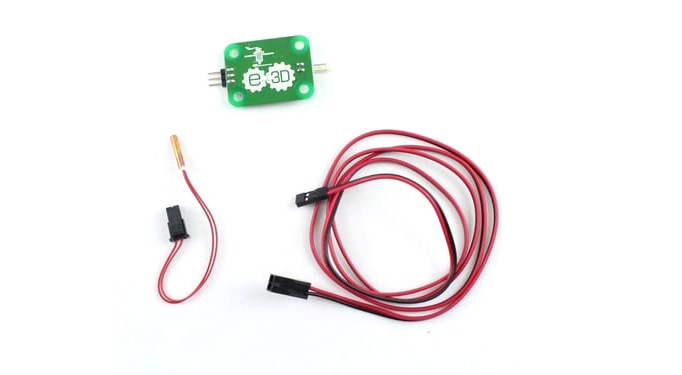
Image 7: sonde PT100. Source: e3d-online.com
Cartouche de chauffage:
Il se compose essentiellement d’une résistance qui, lorsqu’un courant passe à travers lui, transmet la chaleur au bloc de chauffage. Les plus communs ont une puissance de 30 W ou 40 W. À quelques exceptions près, leurs dimensions sont généralement universelles. Ils sont disponibles en versions 12V et 24V, il est essentiel d'utiliser la tension correcte pour la carte d'impression.
Heatbreak:
L'un des éléments les plus importants du hotend. Sa fonction est de séparer la zone chaude et la zone froide du hotend et sa qualité est décisive pour éviter d’éventuelles obstructions. C’est le composant qui déterminera si un hotend est de type All-Metal ou non, selon si son intérieur est recouvert de téflon ou non. Il est fabriqué avec des matériaux de transmission thermique à faible coefficient tels que l’acier inoxydable pour augmenter l’effet de rupture thermique. Ceux avec la plus grande qualité sont produites en titane ou avec des combinaisons bimétalliques comme ceux de Slice Engineering.

Image 8: Heatbreak bimétallique par Slice Mosquito. Source: sliceengineering.com
Heatsink:
Sa fonction est de refroidir la zone froide du hotend, et d’empêcher que le filament ne se ramollisse pas avant d’atteindre la zone de fusion. Il est très important que sa qualité et ses performances soient très élevées, surtout lorsqu’ils utilisent des températures élevées ou des polymères à faible température de ramollissement comme le PLA. Dans le cas de l’utilisation d’extrudeurs directs, une autre fonction importante est d’empêcher que la chaleur se transmise à celui-ci, à l’exception des extrudeurs compacts tels que l’E3D Aero et Hemera, dans lesquels le corps extrudeur lui-même agit comme un dissipateur de chaleur.
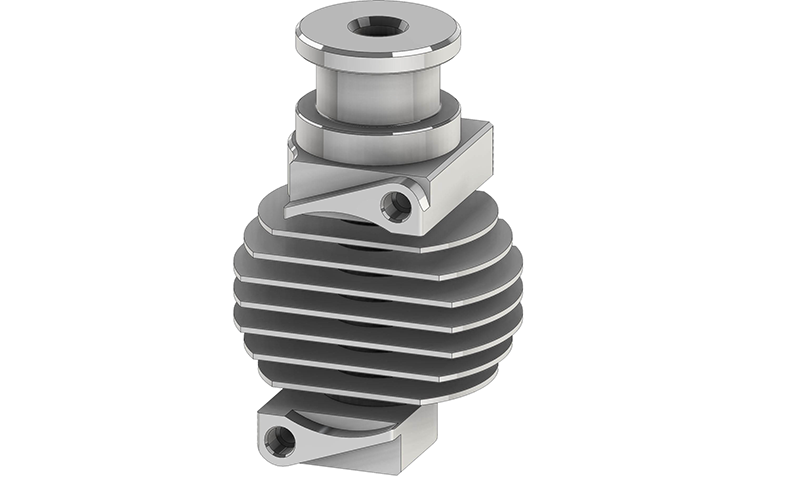
Image 8: Dissipateur pour Slice Copperhead. Source: sliceengineering.com
Comment choisir le bon Hotend.
Comme nous avons dit au début, il n’y a pas de hotend idéal capable de travailler à des performances maximales dans tous les cas. Pour chaque situation, il existe un modèle ou une combinaison optimale. Bien que les hotends standard fonctionnent généralement bien sur les impressions occasionnelles avec des matériaux basiques, lorsque des situations plus exigeantes se produisent, il peut être nécessaire de remplacer le hotend ou certains composants de celui-ci. Parmi ces situations spéciales il y a six qui sont les plus communs:
- Impression avec des matériaux non abrasifs nécessitant une température élevée.
- Impression avec des matériaux abrasifs nécessitant une température élevée.
- Impression avec des matériaux abrasifs.
- Applications médicales et alimentaires.
- Impressions 3D grand format.
- Impressions à grande vitesse.
Impression avec des matériaux non abrasifs nécessitant une température élevée
Bien qu’en général les matériaux les plus courants aient des températures d’impression inférieures à 280 oC, il existe des filaments d’ingénierie dont la température d’impression peut être légèrement supérieure, comme c’est le cas du polycarbonate. Dans ces cas, il est essentiel de choisir un hotend dont les composants sont capables de résister à des températures élevées. À cette fin, le bloc de chauffage et la buse sont en cuivre nickelé. En outre, ils doivent être accompagnés d’un heatbreak All metal avec le coefficient de transmission thermique le plus faible possible, tels que ceux faits de titane ou de composés bimétalliques.
En raison de la limitation des thermistors, il sera essentiel que le hotend effectue la mesure de la température à travers un thermocouple ou une sonde PT100.
Dans le cas de l’utilisation d’un extrudeur direct, le dissipateur de chaleur doit être de haute qualité et être réfrigéré le mieux possible.
Parmi les options disponibles, probablement le meilleur pour ce type d’application sont les hotends Mosquito et Copperhead de Slice Engineering.
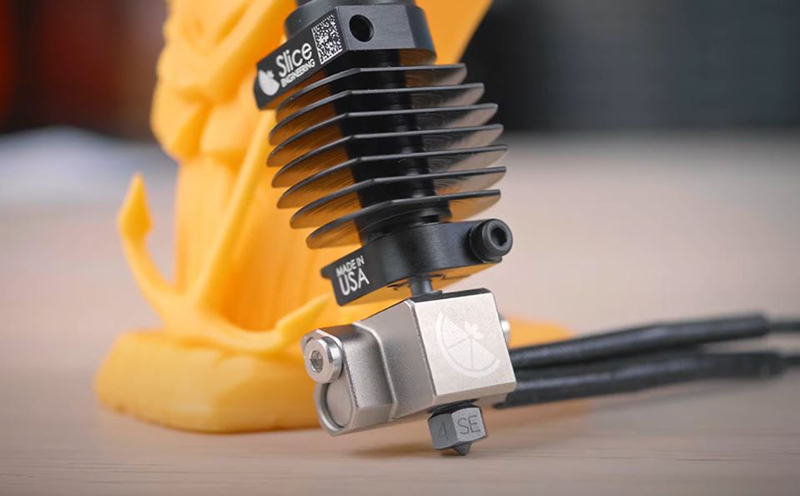
Image 9: Slice Copperhead. Source: sliceengineering.com
Impression avec des matériaux abrasifs nécessitant une température élevée
Probablement l’un des cas les plus exigeants. Le choix serait le même que dans le cas précédent, sauf qu’il serait nécessaire de remplacer la buse en cuivre nickelé par une buse adaptée aux matériaux abrasifs tels que la buse en acier durci ou la buse E3D X de tailles de 0,6 mm. Tous deux compatibles avec les hotends Slice Engineering.
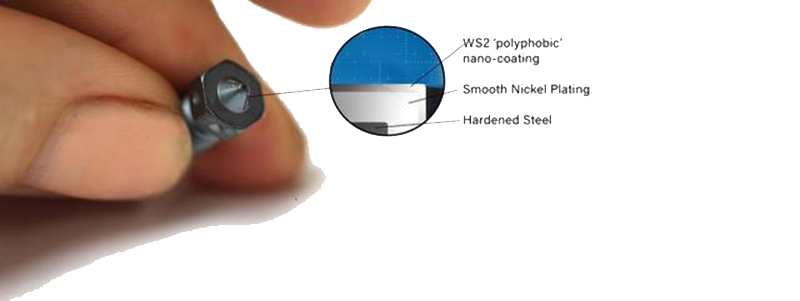
Image 10: Buse X. Source: e3d-online.com
Impression avec des matériaux abrasifs
Lors de l’utilisation de matériaux abrasifs, mais qu'il ne soit pas nécessaire d'atteindre des températures supérieures à 285°C, il est également conseillé, comme dans le cas précédent, d’utiliser une buse résistante à l’abrasion et un heatbreak tout métal. Bien qu’un heatbreak en téflon fonctionnerait également correctement, l’usure serait élevée, et le tube PTFE devait être remplacé fréquemment. Dans les heatbreak métalliques, les heatbreaks en titane ont une plus grande durabilité face aux matériaux abrasifs en raison de leur grande dureté. Toutefois, dans ce cas, un bloc de chauffage en aluminium serait plus que suffisant.
Applications médicales et alimentaires
Dans le cas de l’impression de pièces avec des matériaux biocompatibles ou pour l'alimentation, l’essentiel est d’éviter la contamination par des résidus métalliques qui peuvent causer la toxicité. Il est préférable que tous les composants en contact avec le filament soient en acier inoxydable ou en titane. C’est pourquoi un hotend E3D V6 avec heatbreak en titane et buse en acier inoxydable seraient la combinaison parfaite.

Image 11 : Buse en acier inoxydable. Source: e3d-online.com
Impressions 3D grand format
Lors de l’impression de pièces avec de grands volumes, le temps d’impression peut être amorçé avant la résolution. Dans ces cas, il peut être utile d’utiliser des buses de grand diamètre, de plus de 1 mm. Il s’agit d’utiliser des hotends capables de faire fondre de grands flux de filaments à un rythme raisonnable. Dans ces situations, le volcan V6 ou le système Supervolcan sont l’une des meilleures options.

Image 12: V6 Supervolcan. Source: e3d-online.com
Impressions à grande vitesse
Comme dans le cas précédent, la limite est déterminée par la vitesse à laquelle notre hotend est capable de faire fondre le filament. Bien que dans ce cas, le volcan V6 et le système V6 Supervolcano seraient appropriés, l’option optimale est l’utilisation de buses Solex avec la technologie « Core Heating Technology » capable d’atteindre des débits allant jusqu’à 30 mm3/s et compatible avec les hotends E3D et Slice Engineering.

Image 13: Nozles 3DSolex. Source: 3dsolex.com
Dans de nombreux cas, nos besoins ne se limitent pas à un seul de ces cas, il sera donc nécessaire de rechercher un compromis qui permette un rendement adéquat dans plusieurs situations.
Cependant, il est idéal d’avoir un système très modulaire comme l’E3D V6 ou le nouveau Copperhead de Slice Enginnering. Grâce à ces deux systèmes, il est possible de reconvertir notre hotend pour fournir un maximum de performance dans chaque situation.












Esto si que es una entrada en un blog. Vaya información. Muchas gracias por compartir conocimientos. Sugiero hacer más entradas básicas, aclaratorias de conceptos básicos. En definitiva los que hacen estas búsquedas son los que, como yo, tenemos dudas simples. Conforme vamos aprendiendo, se busca menos, así que el público está muy definido. Enhorabuena al redactor, le ha salido bordado.
Acabo de empezar y es de lo mejorcito que he leído. Muy aclaratorio y práctico. Espero que sigas poniendo cosas así. Mil gracias.
Le texte est intéressant mais la traduction en Français est médiocre.