
El hotend es una de las partes fundamentales de una impresora 3D FDM, y a pesar de su aparente sencillez una de las más complejas. De este componente no sólo depende la resolución de la impresora, sino también la capacidad para imprimir determinados materiales, como abrasivos o de alta temperatura. Existen múltiples opciones a la hora de seleccionar un hotend, así como múltiples repuestos y accesorios para cada uno de ellos. No existe el hotend perfecto para todas las aplicaciones, y la elección del más adecuado para cada usuario va a estar condicionada por el uso preferente que dé a la impresión 3D o por los materiales que utilice habitualmente.
Para aprender a seleccionar y configurar el hotend más adecuado para cada usuario, es necesario entender como funciona y que partes lo componen.
Funcionamiento del Hotend
El hotend es el conjunto de elementos destinados a fundir y extruir el filamento, antes de depositarlo en el espacio de construcción. Trabaja siempre en conjunto con el extrusor, ya sea en montaje directo o indirecto (bowden). Básicamente consiste en que el extrusor empuja el filamento hacia una pequeña cámara donde éste se funde y, por la presión generada, el material fundido sale por un pequeño orificio donde se solidifica al depositarse sobre la base de construcción o la pieza. Debido a que el filamento es empujado, es necesario que mantenga la máxima rigidez antes de llegar a la zona de fusión. Para ello, en el hotend debe haber dos partes claramente diferenciadas: una zona fría y una zona caliente, con una transición entre ellas lo más corta posible.
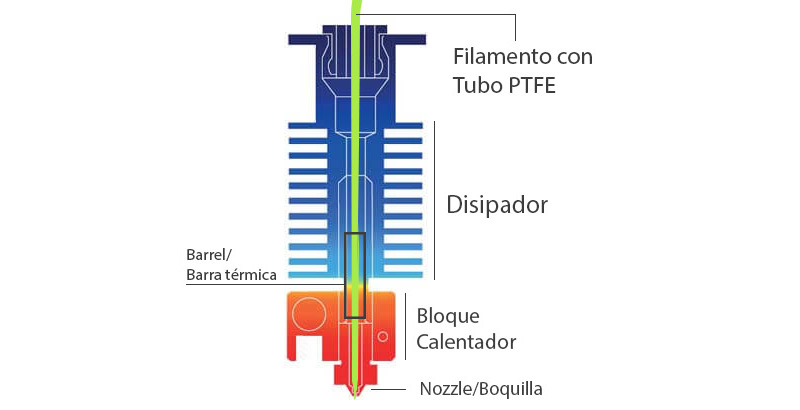
Imagen 1: Esquema de un hotend. Fuente: impresoras3d.com
Partes del hotend
Los hotends están formados principalmente por seis componentes:
- Nozzle o boquilla.
- Bloque calefactor.
- Sonda de temperatura.
- Cartucho calefactor.
- Heatbreak o elemento de rotura térmica.
- Disipador.
Nozzle
Es la parte final del hotend y el que determina la resolución de la impresora en el plano XY. A la hora de seleccionar el más adecuado debemos considerar tres parámetros: el sistema al que pertenecen, el diámetro y el material.
Sistema:
Existen múltiples sistemas de hotends, aunque los más comunes son dos: el sistema V6 y el Mk8. Además de estos, algunas marcas reconocidas como Ultimaker, BCN3D o Raise 3D tienen los suyos propios.
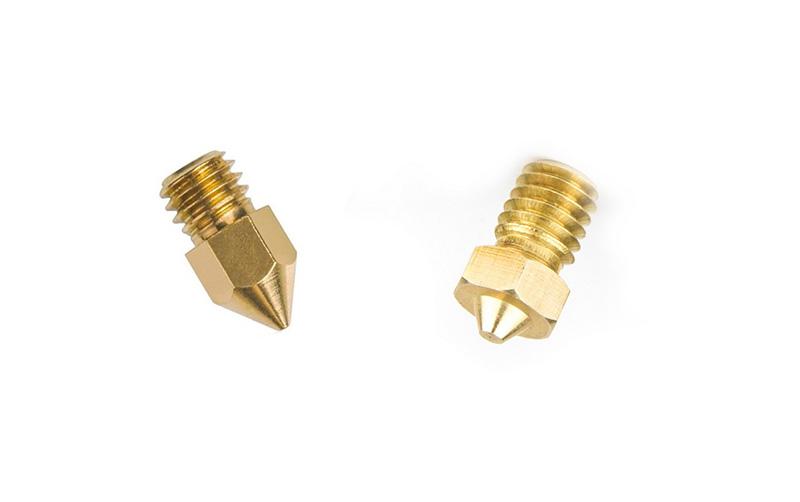
Imagen 2: Nozzle MK8 y V6.
Aunque tanto los nozzles V6 como MK8 poseen una rosca M6x1 y puede parecer que a primera vista son compatibles, esto no es así. Las dimensiones difieren considerablemente entre ambos. Mientras que los nozzles del sistema MK8 tiene una longitud de 8 mm, los del sistema V6 tienen una longitud de 5 mm. Esto implica que en aquellas impresoras en las que el sensor de nivel esté ubicado en el cabezal, el nozzle quedará a mayor altura y no será posible imprimir. Aunque pueden hacerse modificaciones en la impresora para adaptar hotends de otro sistema, es recomendable mantenerse dentro del sistema original y evitar mezclar componentes de otros sistemas. Esto actualmente no es un problema ya que existen fabricantes en ambos sistemas que producen componentes de una calidad extraordinaria como E3D, MicroSwiss o 3DSolex.
Diámetro:
En general la mayoría de hotends usan por defecto un nozzle de 0.4 mm ya que se considera el compromiso ideal entre resolución y tiempo de impresión. Sin embargo, existen muchas otras opciones de diámetros que pueden ser mejores en determinados casos.
El rango de nozzles disponibles varía según el sistema y el fabricante, pero en general oscila entre 0.25 y 0.8 mm. Esto se debe a las limitaciones intrínsecas de la tecnología FDM. Los plásticos, al fundirse mantienen una viscosidad considerable que hace necesario aplicar una presión mayor cuanto menor sea el diámetro. Es por eso que por debajo de 0.25 mm la presión necesaria es tan alta que resulta imposible imprimir algunos plásticos de mayor viscosidad. Sin embargo, algunos fabricantes como E3D disponen de nozzles experimentales de hasta 0.15 mm, con los que es posible obtener resultados excelentes imprimiendo con PLA a baja velocidad.

Imagen 3: Nozzles de distintos tamaños. Fuente: e3d-online.com
Para nozzles por encima de 0.8 mm la limitación se debe a la capacidad de los hotends de fundir el suficiente caudal volumétrico de plástico para mantener una correcta extrusión. Un nozzle de gran diámetro requiere de una velocidad de extrusión es tan alta que puede resultar imposible fundir el filamento a la misma velocidad. A pesar de esto, dos de los fabricantes más reconocidos han conseguido resolver parcialmente este límite usando dos estrategias diferentes.
Por un lado, E3D ofrece dos subsistemas de V6 conocidos como Volcano y Supervolcano que se basan en aumentar la longitud de la zona caliente del hotend, consiguiendo fundir un caudal de plástico mucho mayor. Esto implica la posibilidad de imprimir a velocidades mayores con nozzles de tamaños estándar, así como la posibilidad de usar nozzles de hasta 1.4 mm.

Imagen 4: Nozzles Supervolcano. Fuente: e3d-online.com
Por otro lado, el fabricante 3DSolex ha introducido la innovadora tecnología “Core Heating Technology”. Esta tecnología se basa en dividir el interior del hotend en tres cámaras, consiguiendo una mayor superficie caliente en contacto con el filamento y de este modo una fusión más rápida y homogénea sin la necesidad de aumentar la longitud de la zona caliente. Gracias a esto 3DSolex ofrece nozzles con diámetros de hasta 2 mm compatibles con el sistema V6.
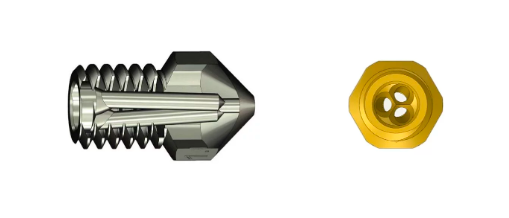
Imagen 5: Nozzle 3DSolex. Fuente: 3DSolex.com
Materiales:
En los últimos años, la aparición de nuevos materiales avanzados ha supuesto también la necesidad de diseñar nozzles en nuevos materiales. Actualmente los materiales más habituales en la fabricación de nozzles son los siguientes:
- Latón: Es el material más habitual. Sus principales ventajas son su bajo coste, facilidad de fabricación y alto coeficiente de transmisión térmica. Entre sus principales inconvenientes se encuentran su baja resistencia al desgaste, así como su baja resistencia a altas temperaturas, ya que no es recomendable usarlo por encima de 300 ºC. Es el material ideal cuando únicamente se imprime con materiales como PLA, ABS, ASA
- Latón niquelado: Se esta convirtiendo en el estándar en los hotends de mayor calidad. Se trata de un nozzle de latón al que se le ha aplicado un fino recubrimiento níquel. Este tratamiento superficial le da una mayor resistencia al desgaste, un menor coeficiente de fricción y una elevada resistencia a la corrosión. Esto hace que tengan una durabilidad superior a los nozzles de latón.
- Cobre niquelado: El material específico para imprimir con filamentos de alta temperatura. Se debe combinar con un bloque calefactor del mismo material. Permite alcanzar temperaturas de hasta 500 ºC.
- Acero endurecido o acero de herramienta: Destacan por su alta resistencia a la abrasión. Han sido diseñados para trabajar con filamentos altamente abrasivos como los reforzados con fibras o partículas. Es imprescindible en materiales como los filamentos metálicos o los reforzados con fibra de vidrio o carbono. Su principal desventaja es que suelen proporcionar una calidad superficial de impresión menor que los anteriores. Aunque es general están disponibles en tamaños desde 0.4 mm, es recomendable usar tamaños superiores a 0.5 mm para evitar obstrucciones. Aunque pueden soportar hasta 500 ºC, no es recomendable usarlos con materiales abrasivos por encima de 350 ºC.
- Acero inoxidable: Aunque pueda parecer similar al anterior y muchos usuarios lo adquieren para usar con filamentos abrasivos, esta no es su principal aplicación ya que su resistencia a la abrasión es muy inferior a los anteriores. Este tipo de nozzles son empleados principalmente en aplicaciones médicas y alimentarias ya que, debido a su alta resistencia a la corrosión, no desprenden partículas tóxicas que puedan mezclarse con el material fundido. Es probablemente el material menos habitual en la fabricación de nozzles. Al igual que los nozzles de cobre niquelado son aptos para aplicaciones de alta temperatura, soportando hasta 500 ºC.
- Latón o cobre con punta de rubí: Se trata de nozzles fabricados en latón o cobre, con un rubí engastado en la punta. Aunque mucha gente cree que son nozzles que no sufren desgaste, esto no es del todo correcto. Si bien es cierto que la alta dureza de la punta de rubí hace que esta no sufra desgaste y mantenga una alta calidad de impresión durante toda la vida útil del nozzle, el cuerpo fabricado en latón o cobre sí que sufre desgaste. Con filamentos sin cargas, la durabilidad de este tipo de nozzles es muy alta y en muchos casos puede ser superior a la de la impresora, sin embargo, con filamentos abrasivos el desgaste interno del cuerpo de latón o cobre provoca que con el tiempo el rubí se separe del nozzle. Se trata del nozzle ideal para imprimir materiales abrasivos con la máxima calidad siempre que se tenga en cuenta que este uso provocará una vida útil limitada. Es también el nozzle ideal para aquellos usuarios que no usen materiales abrasivos y quieran un nozzle con una alta durabilidad y que mantenga la máxima calidad durante toda la vida útil.

Imagen 6: Nozzle The Olson Ruby. Fuente: olssonruby.com
Bloque calefactor:
Es el elemento responsable de transmitir el calor al nozzle y a la zona caliente del heatbreak. Existen principalmente dos tipos: los normales y los de alta temperatura. Los bloques calefactores estándar están fabricados generalmente en aluminio. Son los más económicos, pero sólo soportan temperaturas de hasta 300 ºC. Los de alta temperatura están fabricados en cobre niquelado, pudiendo soportar temperaturas de hasta 500 ºC.
Algunos, como los del sistema V6, disponen como opción de una funda o calcetín de silicona que ayuda a proteger la pieza del calor irradiado, algo de especial importancia con materiales como el PLA.
Sonda de temperatura:
Es el elemento responsable de medir la temperatura del bloque calefactor. Existen múltiples tipos distintos, con diferentes factores de forma y parámetros. Es quizás uno de los elementos más difíciles de intercambiar, ya que además de tener factores de forma diferentes, puede ser necesario modificar el firmware de la impresora o incluso añadir componentes electrónicos adicionales. Los tipos más comunes son tres:
- Termistor: Es el más habitual. Tiene una alta precisión a bajas temperaturas y su precio es muy económico. Como desventaja, no es apto para temperaturas superiores a 285 ºC.
- Termopar: Permiten medir temperaturas muy elevadas con precisión, sin embargo, al estar calibradas para un rango concreto, no pueden medir con alta precisión temperaturas elevadas y bajas con precisión al mismo tiempo. Aunque suelen ser económicas, requieren de electrónica adicional para convertir la señal. Una de sus principales inconvenientes es que son sensibles al ruido electromagnético, por lo que sus cables deben ir apantallados y mantenerlos alejados de fuentes de alimentación o bobinas.
- Sonda PT100: Han sustituido prácticamente por completo el uso de termopares. Permiten medir temperaturas de hasta 500 ºC con precisión, aunando las ventajas de los termistores y termopares. Como contrapartida, su precio es el más elevado y requieren de electrónica adicional.
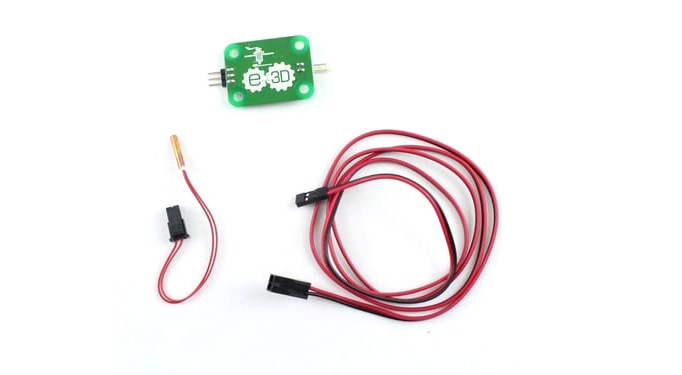
Imagen 7: Sonda PT100. Fuente: e3d-online.com
Cartucho calefactor:
Consiste, básicamente, en una resistencia que, al hacer pasar una corriente por ella, transmite calor al bloque calefactor. Las más habituales tienen una potencia de 30 W o 40 W. Salvo excepciones, en general sus dimensiones son universales. Están disponibles en versiones de 12V y 24V, es imprescindible usar el voltaje adecuado a la placa de la impresora.
Heatbreak:
Uno de los elementos más importantes del hotend. Su función es separar la zona caliente y la zona fría del hotend y su calidad es determinante a la hora de evitar posibles atascos. Es el componente que va a determinar si un hotend es tipo All-Metal o no, en función de si su interior está recubierto con teflón o no. Se fabrica con materiales de bajo coeficiente de transmisión térmica como el acero inoxidable para incrementar el efecto de rotura térmica. Los de mayor calidad se producen en titanio o con combinaciones bimetálicas cómo los de Slice Engineering.

Imagen 8: Heatbreak bimetálico de Slice Mosquito. Fuente: sliceengineering.com
Disipador:
Su función es refrigerar la zona fría del hotend, y evitar que el filamento se reblandezca antes de alcanzar la zona de fusión. Es muy importante que su calidad y rendimiento sean muy altos, especialmente cuando se usan altas temperaturas o polímeros con baja temperatura de reblandecimiento como el PLA. En el caso de usar extrusores directos, otra función importante es evitar que el calor se transmita a esté, salvo excepciones de extrusores compactos como el E3D Aero y Hemera, en los cuales el propio cuerpo del extrusor actúa a la vez como disipador.
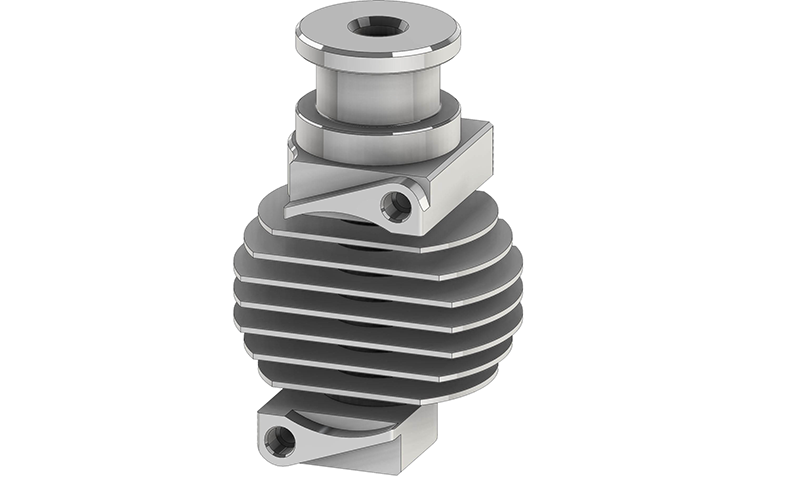
Imagen 8: Disipador para Slice Copperhead. Fuente: sliceengineering.com
Como elegir el Hotend adecuado
Como comentamos al principio, no existe un hotend ideal capaz de trabajar a máximo rendimiento en todos los casos. Para cada situación, existe un modelo o una combinación óptima. Aunque en general los hotends de serie obtienen un buen rendimiento en impresiones ocasionales con materiales básicos, cuando se dan situaciones más exigentes puede ser necesario reemplazar el hotend o determinados componentes de este. Entre estas situaciones especiales, encontramos estas seis más comunes:
- Impresión con materiales no abrasivos que requieren alta temperatura
- Impresión con materiales abrasivos que requieren alta temperatura
- Impresión con materiales abrasivos
- Aplicaciones médicas y alimentarias
- Impresiones 3D de gran formato
- Impresiones de alta velocidad
Impresión con materiales no abrasivos que requieren alta temperatura
Aunque en general los materiales más comunes tienen temperaturas de impresión por debajo de los 280 ºC, existen algunos filamentos de ingeniería cuya temperatura de impresión puede estar ligeramente por encima como es el caso del policarbonato o incluso muy por encima como PEKK. En estos casos es imprescindible seleccionar un hotend cuyos componentes sean capaces de soportar temperaturas elevadas. Para ello lo ideal es que tanto el bloque calefactor como el nozzle estén fabricados en cobre niquelado. Además, deberán ir acompañados de un heatbreak All-Metal con un coeficiente de transmisión térmica lo más bajo posible, como los fabricados en titanio o con compuestos bimetálicos.
Debido a la limitación de los termistores, será imprescindible que el hotend realice la medida de temperatura a través de un termopar o de una sonda PT100.
En el caso de usar un extrusor directo, el disipador debe ser de alta calidad y estar refrigerado lo mejor posible.
Entre las opciones disponibles, probablemente las mejores para este tipo de aplicación sean los hotends Mosquito y Copperhead de Slice Engineering.
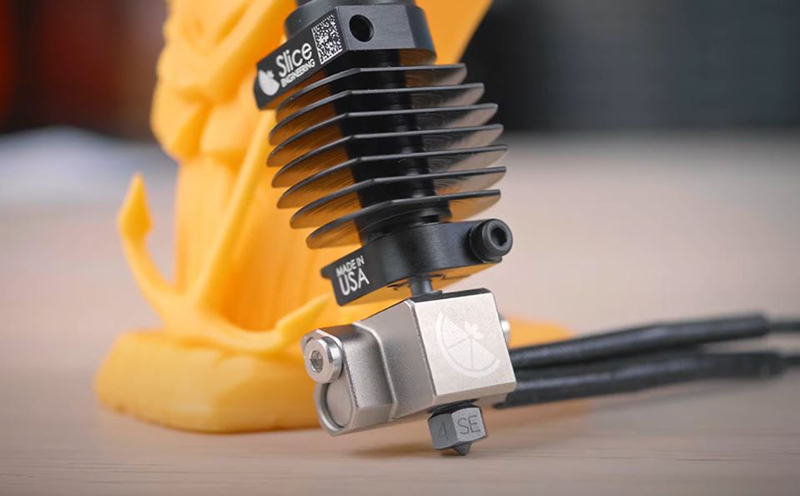
Imagen 9: Slice Copperhead. Fuente: sliceengineering.com
Impresión con materiales abrasivos que requieren alta temperatura
Probablemente uno de los casos más exigentes. La elección sería la misma que en el caso anterior, salvo que sería necesario sustituir el nozzle de cobre niquelado por uno apto para materiales abrasivos como el Nozzle de Acero endurecido o el Nozzle X de E3D en tamaños de 0.6 mm. Ambos compatibles con los hotends de Slice Engineering.
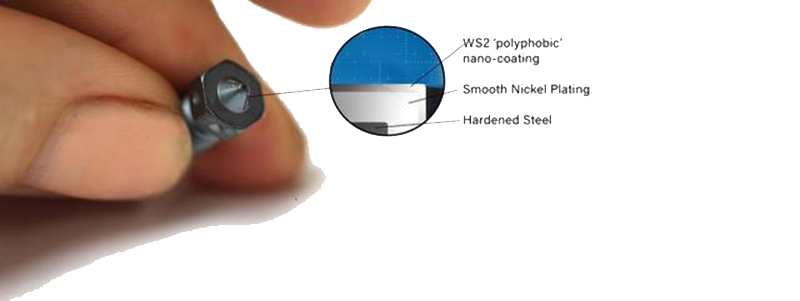
Imagen 10: Nozzle X. Fuente: e3d-online.com
Impresión con materiales abrasivos
Cuando se usen materiales abrasivos, pero no sea necesario alcanzar temperaturas superiores a 285 ºC, también es recomendable, al igual que en el caso anterior, usar un nozzle resistente a la abrasión y un heatbreak All-Metal. Aunque un heatbreak con teflón también funcionaría correctamente, el desgaste sería alto, siendo necesario reemplazar el tubo PTFE con frecuencia. Dentro de los heatbreak metálicos, los de titanio presentan una mayor durabilidad ante materiales abrasivos debido a su alta dureza. Sin embargo, en este caso un bloque calefactor de aluminio sería más que suficiente.
Aplicaciones médicas y alimentarias
En el caso de imprimir piezas con materiales biocompatibles o para uso alimentario, lo fundamental es evitar contaminaciones con restos de metales que puedan causar toxicidad. Lo más adecuado es que todos los componentes en contacto con el filamento estén fabricados en acero inoxidable o titanio. Por ello un hotend E3D V6 con el heatbreak de titanio y el nozzle de acero inoxidable serían la combinación perfecta.

Imagen 11: Nozzle de acero inoxidable. Fuente: e3d-online.com
Impresiones 3D de gran formato
Cuando se impriman piezas con grandes volúmenes es posible que prime el tiempo de impresión antes que la resolución. En estos casos puede ser útil emplear nozzles con diámetros grandes, superiores a 1 mm. Esto implica usar hotends capaces de fundir grandes caudales de filamentos a una velocidad razonable. En estas situaciones el sistema V6 Volcano o Supervolcano son una de las mejores opciones.

Imagen 12: V6 Supervolcano. Fuente: e3d-online.com
Impresiones de alta velocidad
Al igual que en el caso anterior, el límite viene determinado por la velocidad a la que nuestro hotend sea capaz de fundir el filamento. Aunque en este caso tanto el sistema V6 Volcano como V6 Supervolcano serían adecuados, la opción óptima es el uso de nozzles Solex con tecnología “Core Heating Technology” capaces de alcanzar caudales de hasta 30 mm3/s y compatibles tanto con los hotend de E3D como de Slice Engineering.

Imagen 13: Nozles 3DSolex. Fuente: 3dsolex.com
En muchas ocasiones, nuestras necesidades no se limitan a uno sólo de estos casos, por lo que será necesario buscar un compromiso que permita un rendimiento adecuado en varias situaciones.
Sin embargo, lo ideal es disponer de un sistema altamente modular como el V6 de E3D o el nuevo Copperhead de Slice Enginnering. Gracias a estos dos sistemas es posible reconvertir nuestro hotend para que proporcione el máximo rendimiento en cada situación.












Esto si que es una entrada en un blog. Vaya información. Muchas gracias por compartir conocimientos. Sugiero hacer más entradas básicas, aclaratorias de conceptos básicos. En definitiva los que hacen estas búsquedas son los que, como yo, tenemos dudas simples. Conforme vamos aprendiendo, se busca menos, así que el público está muy definido. Enhorabuena al redactor, le ha salido bordado.
Acabo de empezar y es de lo mejorcito que he leído. Muy aclaratorio y práctico. Espero que sigas poniendo cosas así. Mil gracias.
Le texte est intéressant mais la traduction en Français est médiocre.