Uno de los elementos más importantes de una impresora 3D FDM es el conjunto formado por el extrusor y el hotend.
El hotend es el elemento destinado a fundir el filamento para que pueda fluir a través de nozzle, al tiempo que evita que el calor se transmita fuera de la conocida como zona caliente.
Para ello, los hotends constan generalmente de cuatro partes:
- El nozzle o boquilla: Es el elemento a través del cual fluye el filamento fundido para depositarse en la pieza. Su diámetro determina el diámetro del hilo de material extrudido y por tanto la resolución de la impresora en XY.
- El bloque calefactor: Es el elemento encargado de calentar el nozzle hasta la temperatura de impresión y mantenerla estable.
- El heat break: Sirve de puente de rotura térmica. Separa la zona caliente de la zona fría.
- El disipador: Su función es mantener refrigerada la zona fría, disipando el exceso de calor transmitido por el bloque calefactor.
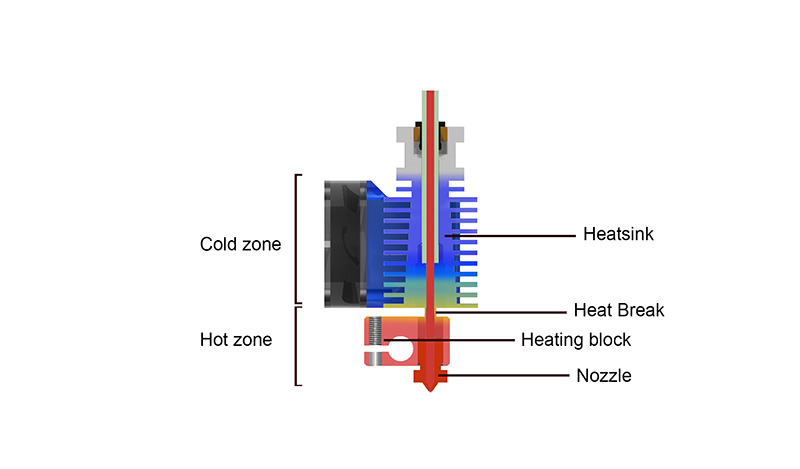
Imagen 1: Temperaturas dentro del hotend. Fuente: E3D.com
Por otro lado, el extrusor es responsable de traccionar el filamento hacia el interior del hotend de manera que se genere en el interior de este la presión suficiente para que el material fundido fluya de manera constante y homogénea a través del nozzle.
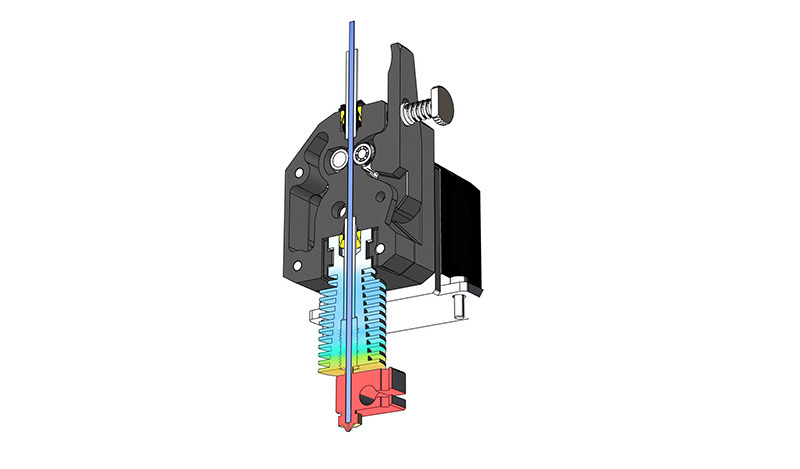
Imagen 2: Extrusor directo. Fuente: E3D.com
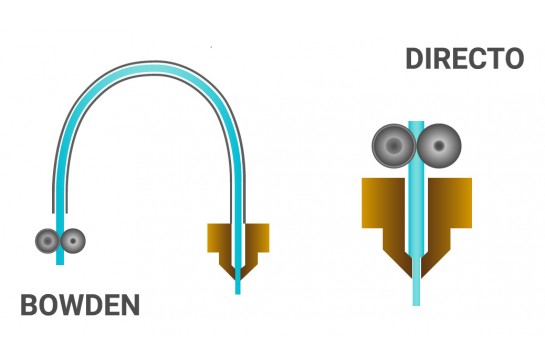
Actualmente existen dos formas de combinar el hotend con el extrusor: los sistemas de extrusión directa y los sistemas Bowden.
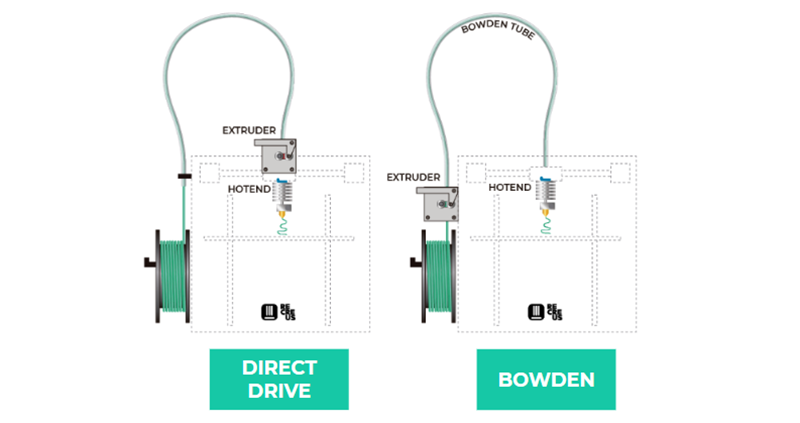
Imagen 3: Esquema de impresora con extrusor directo y bowden. Fuente: Recreus.com
En los sistemas de extrusión directa el extrusor y el hotend forman un único elemento, minimizando la distancia entre el punto de tracción y el nozzle.
En los sistemas de extrusión Bowden el extrusor se mantiene fijo en la estructura de la impresora 3D y empuja el filamento hacia el hotend a través de un tubo llamado tubo Bowden.
Aunque se ha discutido mucho sobre cuál de los dos sistemas es mejor, ambos tienen grandes ventajas, así como algunos inconvenientes. Elegir el más adecuado dependerá de varios factores como el tipo de material que se utilice habitualmente, las velocidades de impresión o la calidad del marco o frame de la impresora.
Retracciones
Cuando el extrusor empuja el filamento hacia el hotend, el filamento se comprime creando la presión necesaria en el interior del nozzle para que el material fundido fluya correctamente. Sin embargo, cuando no deseemos extrudir material no bastará con dejar de empujar el filamento, ya que la presión residual debida a la compresión hará que el material siga fluyendo. Es por esto que cada vez que el hotend se mueva a una nueva posición y no sea necesario aportar material, se deberá retraer el filamento la distancia necesaria para que este se descomprima y se libere la presión en el interior del nozzle. A esto se conoce como retracciones y son de gran importancia en el proceso de impresión 3D.
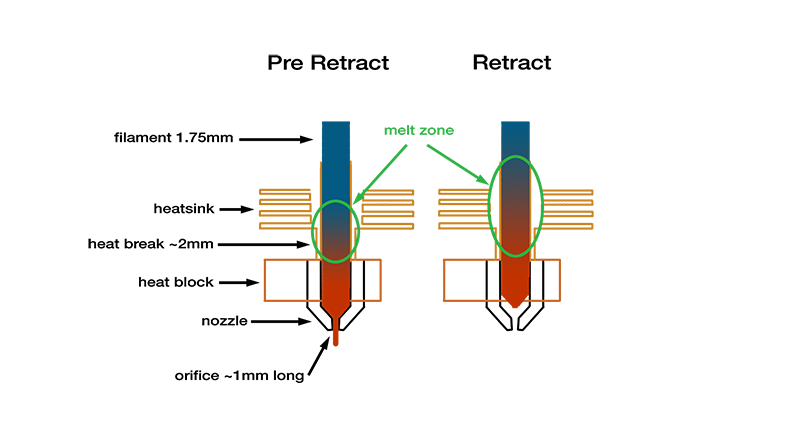
Imagen 4: Esquema de la retracción. Fuente: sublimelayers.com
Ya que en general los plásticos no son materiales rígidos, cuanto mayor sea la distancia entre el extrusor y el hotend, mayor será la compresión del filamento necesaria para alcanzar la presión adecuada en el nozzle. Esto hace que también la distancia de retracción necesaria para liberar esa presión sea mayor. Es por esto que mientras que en sistemas directos las distancias de retracción suelen estar entre 0.8 mm y 2 mm, en sistemas de extrusión Bowden pueden alcanzar valores de 5 o 6 mm.
Poder usar valores bajos de retracción tiene ventajas importantes. Por un lado los tiempos de retracción son más bajos, lo que en piezas que impliquen muchas retracciones puede suponen una reducción importante en el tiempo de impresión. Por otro, una distancia de retracción baja minimiza el riesgo de que la parte fundida del filamento alcance la zona fría del hotend, evitando así que se solidifique y se expanda produciendo un atasco.
Este último factor es el que provoca que los extrusores bowden requieran una calibración de retracciones más compleja y precisa, ya que hay un margen muy pequeño entre un valor de retracción demasiado bajo que produzca oozing o stringing y uno demasiado alto que provoque atascos.
Filamentos Flexibles
Otra consecuencia directa de la distancia entre el extrusor y el hotend es el comportamiento de los filamentos flexibles.
En los sistemas Bowden, el filamento se guía desde el extrusor hasta el hotend a través de un tubo, generalmente de teflón. Aunque lo ideal sería que el diámetro interior del tubo fuese el mismo que el del filamento, en la práctica esto no es viable, tanto por las pequeñas variaciones de diámetro debidas a las tolerancias de fabricación como a las altas fuerzas de fricción que se generarían. Es por esto que todos los tubos Bowden tienen cierta holgura, y aunque con la mayoría de materiales no supone un problema, con los flexibles sí.
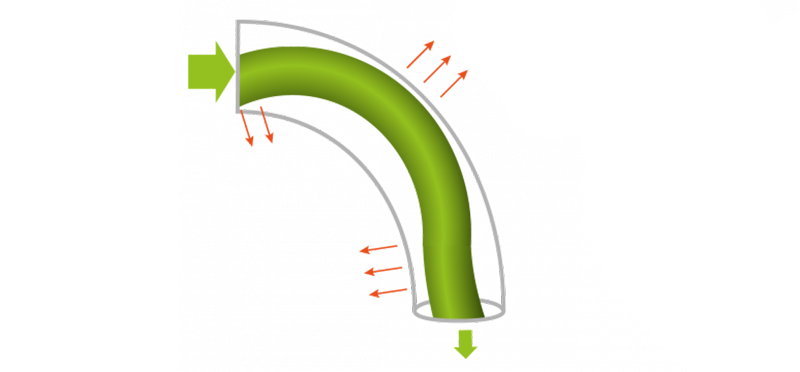
Imagen 5: Flexión del filamento dentro un tubo Bowden. Fuente: E3D.com
Debido a su alta flexibilidad, materiales como el TPU y TPE tienden a flexar dentro del tubo Bowden desviando las fuerzas de tracción del extrusor hacia las paredes del tubo. Esto provoca que sea muy complicado conseguir una presión constante en el nozzle que asegure una extrusión correcta.
Además en materiales flexibles la compresión del filamento necesaria para alcanzar la presión adecuada en el nozzle es mucho mayor que en el caso de otros materiales como el PLA, lo que provoca en muchos casos la necesidad de usar distancias de retracción excesivamente altas.
A pesar de todo esto, con cierta experiencia, aquellos materiales flexibles de mayor dureza pueden ser impresos en sistemas Bowden, especialmente cuando se usan en formato 2.85 mm o 3mm, se evita usar retracciones y se usa un tubo Bowden de alta calidad y diámetro ajustado como el Capricorn XS.

Imagen 6: Tubo Bowden Capricorn XS. fuente: Captubes.com
Sin duda, el sistema ideal para trabajar con materiales flexibles es el de extrusión directa. El corto recorrido entre el extrusor y el hotend minimiza la compresión del filamento y permite que vaya más ajustado, evitando que flexe en el interior. Aquellos extrusores denominados compactos, como el Titan Aero o especialmente el E3D Hemera hacen que que se puedan usar todo tipo de materiales flexibles de manera sencilla y con una alta calidad de impresión.
Inercias
A pesar de que tanto en cuestión de retracciones como en el uso de filamentos flexibles los sistemas de extrusión directa salen vencedores, existe una característica en la que los sistemas Bowden destacan y que para determinadas aplicaciones puede ser de gran importancia: las inercias.
Uno de los parámetros básicos de impresión es la velocidad. Y aunque muchas impresoras permiten usar velocidades de hasta 80 o 100 mm/s, existe una velocidad umbral a partir de la cual es imposible imprimir sin sacrificar la calidad de la pieza. Esto se debe a que el hotend no puede moverse a una velocidad constante, sino que cada vez que cambia de dirección debe decelerar hasta una determina velocidad de cambio de dirección y luego volver a acelerar.
Esto es a causa de la primera ley de Newton. Debido a la masa que tiene el hotend, al moverse posee determinada fuerza inercial, mayor cuanto mayor sea su masa o su velocidad. Al realizar un cambio de dirección, la fuerza de inercia se transmite al resto de la impresora provocando vibraciones y una pérdida importante de precisión. Para evitar esto, antes de cambiar de dirección, es necesario reducir la velocidad hasta un valor que dependerá principalmente de la rigidez de la estructura de la impresora y del peso del hotend. Una estructura poco robusta y ligera implicará usar velocidades de cambio de dirección más bajas y curvas de aceleración y deceleración más lentas, ya que su capacidad para absorber las inercias será menor, lo que implicará velocidades más bajas y tiempos de impresión más largos. La única forma de reducir la inercia es reducir la velocidad o el peso.

Imagen 7: Efecto de las vibraciones provocadas por la inercia en la calidad de impresión. Fuente: 2Dprinterwiki.com
Y es aquí donde los sistemas Bowden juegan con ventaja. Al dejar fijo el extrusor, que es la parte más pesada, y mover únicamente el hotend, la inercia se reduce considerablemente. Esto permite que las impresoras 3D con sistemas Bowden puedan utilizar velocidades de impresión mucho más altas que aquellas con sistema directo, sin sacrificar calidad de impresión.
Elección entre un sistema Bowden y uno directo
La elección entre un sistema directo y Bowden va a depender básicamente de si se prima la velocidad de impresión o la versatilidad y facilidad a la hora de usar nuevos materiales.
Si lo que se busca es el poder producir la mayor cantidad de piezas en el menor tiempo y en general solo se usan pocos materiales y rígidos como PLA o PETG, una impresora con sistema Bowden será la mejor solución. Al tener una masa menor en movimiento, se reduce considerablemente la fuerza de inercia, lo que permite usar velocidades y aceleraciones más altas sin riesgo de producir vibraciones que afecten a la calidad final.
En cambio si la prioridad es usar materiales técnicos y elásticos y obtener la mejor calidad posible a costa de sacrificar velocidad de impresión un sistema de extrusión directa será la opción ideal. Con los sistemas directos, la configuración de nuevos materiales es mucho más simple y la posibilidad de impresiones fallidas con materiales flexibles y semirrígidos se reduce considerablemente.












La única forma de reducir la inercia es reducir la velocidad o el peso. CON RESPETO, hay otro factor que tu mism@ comentas, la rigided de la estructura de la impresora, y es muy simple de reforzar en la mallorría de los casos. me gusto.
Hola Albert, Muchas gracias por tu comentario. Aunque muchas veces podemos cometer errores y tratamos de corregirlos en cuanto nos los hacéis llegar, en nuestros posts también nos gusta ser rigurosos con los conceptos físicos y técnicos. La inercia o masa inercial de un cuerpo es una propiedad física de los cuerpos en movimiento que se define como la derivada temporal del producto de la masa por la velocidad de dicho cuerpo (respecto a un sistema de referencia inercial). Estrictamente hablando la única forma de reducir la inercia de un cuerpo en movimiento es reducir una de estas dos variables. Otra cosa distinta es que una estructura más estable o con mayor rigidez absorba mejor las vibraciones y transmita y amortigüe mejor los esfuerzos derivados de este fenómeno, como también comentamos en este post. Una mejor estructura permite absorber mejor las vibraciones y por tanto soportar masas inerciales mayores, pero no afecta de ningún modo al valor de la masa inercial del cabezal.
Hola, super interesante. Muyyy buen artículo. Soy pollo en esto, llevo unos pocos meses. Hay una cosa que no me queda clara al final.. Decís que para piezas en mucha cantidad primando velocidad es mejor bowden.. Pero.. No requiere retracciones mas largas y por lo tanto más tiempo que extrusión directa? Realmente no me queda claro el último apartado.. Pq si que entiendo que para materiales varios.. Y entre ellos flexibles. Extrusión directa es mejor..
Hola, Carlos. Lo explicamos en el apartado "inercias". En el extrusor directo, el extrusor y el hotend van unidos, mientras que en el de tipo Bowden el extrusor queda fijo mientras que el hotend es que realiza los movimientos. Así, la masa en movimiento es mayor en el extrusor directo y se generan más fuerzas inerciales que pueden llegar a interferir en la calidad de impresión si se imprime a velocidades muy altas.
Hola,, muy bueno y claro el articulo, me quitaste algunas dudas que tenía. Felicitaciones. Te hago una consulta en cuanto a las velocidades de retracción en extrusión directa, entre qué valores oscila aproximadamente? porque hice el cambio de una cr10s pro, manteniendo el extrusor y hotend originales, y no puedo conseguir eliminar los hilitos. Sé que la no es la idea hacer ste tipo de consultas pero ya no se qué hacer. Muchas gracias