
Una de las partes más importantes del proceso de impresión 3D FDM es la adherencia a la base de fabricación. Esta adherencia tiene que ser suficiente al inicio de la impresión, primeras capas y durante la impresión, evitar el efecto warping, pero que una vez finalizada la impresión sea posible retirar la pieza de forma sencilla.
Dependiendo del material y las características de la impresora 3D empleada, la adherencia a la base puede fallar y, con ella, la impresión de las piezas deseadas.
Existen diversos productos de adherencia a la base de impresión, aunque los más comunes son los adhesivos en spray, los vaporizadores, o los adhesivos líquidos. En ocasiones, los adhesivos en spray pueden dejar restos de fijador en ventiladores y otros componentes, algo que a la larga puede afectar al funcionamiento de la impresora 3D y provocar fallos en el proceso de impresión. El uso de adhesivos líquidos como Magigoo, que cuenta con un práctico aplicador, facilitan la aplicación y mejoran los resultados de adherencia.
Magigoo cuenta con un gran abanico de productos desarrollados para utilizar en combinación con distintos materiales de impresión 3D FDM. Entre ellos podemos encontrar Magigoo Original (apto para materiales básicos como PLA, ABS o PETG), Magigoo PP, Magigoo PPGF, Magigoo PC, Magigoo PA, Magigoo Flex (desarrollado para materiales flexibles), Maigoo HT (para materiales de alta temperatura), o Magigoo Pro Metal (orientado a la impresión 3D de filamento metálico BASF).
En este artículo se pueden encontrar algunos de los problemas más comunes con los que el usuario se puede encontrar a la hora de emplear estos adhesivos:
El efecto Warping persiste
Existen varios motivos por lo que esto puede suceder:
- Uso de parámetros incorrectos. Magigoo tiene un rango de temperatura óptimo donde ofrece el mejor rendimiento adhesivo.

Imagen 1: Piezas impresas en 3D con el mismo material se deforman en distinta medida al emplear distinta temperatura de cama. Fuente: Magigoo.
- No utilizar brim. Algunos materiales requieren que se utilice brim en combinación con los ajustes óptimos para obtener resultados óptimos.
- Altura incorrecta de la primera capa. Si el nozzle está demasiado lejos o demasiado cerca de la base de impresión, la adhesión del material no será adecuada.
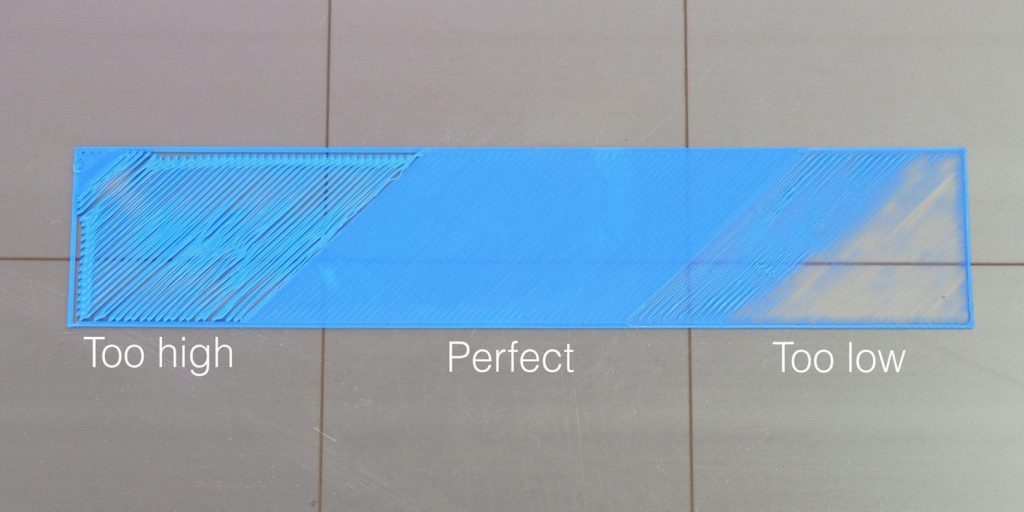
Imagen 1: Ejemplos de distintas alturas de primera capa. Fuente: Magigoo.
- Uso incorrecto del ventilador de capa. Algunos materiales requieren el uso del ventilador de capa, como el PLA o el PETG. Sin embargo, al utilizar otros materiales se debe mantener apagado durante la impresión 3D.
- Velocidad de la primera capa demasiado alta. Algunos materiales como el ASA, el PC y el PP necesitan un tiempo para interactuar con el adhesivo de la placa de impresión, por lo que el uso de velocidades de impresión demasiado altas puede provocar una mala adhesión de la primera capa. Como regla general se recomienda utilizar una velocidad de 20 mm/s o menos para la primera capa.
La pieza está demasiado pegada a la base y no se puede retirar
Esto se puede deber a distintos motivos:
- Imprimir demasiado cerca de la base o con un flujo de material muy alto en la primera capa puede causar un exceso de adhesión que dificultará mucho la retirada de la pieza.
- Algunos materiales como TPU, TPE, PPGF, algunos PLA o algunos Nylon suelen ofrecer resistencia al retirar las piezas incluso al enfriarse. En estos casos existen varios métodos que se pueden utilizar para eliminar con seguridad una pieza impresa que está demasiado pegada a la base de impresión:
- Asegurarse de que la base de impresión se ha enfriado completamente antes de intentar retirarla. Se puede utilizar una espátula si la pieza está parcialmente desprendida. En algunos casos, golpear suavemente los laterales de la pieza puede ayudar a liberarla.
- Si la pieza no se consigue retirar incluso cuando la base se ha enfriado por completo, se puede mojar alrededor de la pieza con agua o bien sumergir toda la placa de impresión bajo el agua. Si la pieza tiene brim, se recomienda retirar primero el brim. La pieza se debería poder retirar fácilmente después de 10 minutos. Si no es así, se puede deslizar cuidadosamente una espátula por debajo de la pieza para introducir agua en las zonas que aún están pegadas o sumergir la pieza durante más tiempo. Este método es muy útil para retirar piezas delicadas, hechas de materiales flexibles o blandos.
- Las piezas impresas en 3D con PPGF reaccionan de forma diferente a los materiales básicos. Para facilitar la retirada de la pieza, se recomienda volver a encender la impresora 3D y calentar la base de impresión a una temperatura de entre 70 y 90 °C y retirar la pieza cuando la placa de impresión esté caliente.
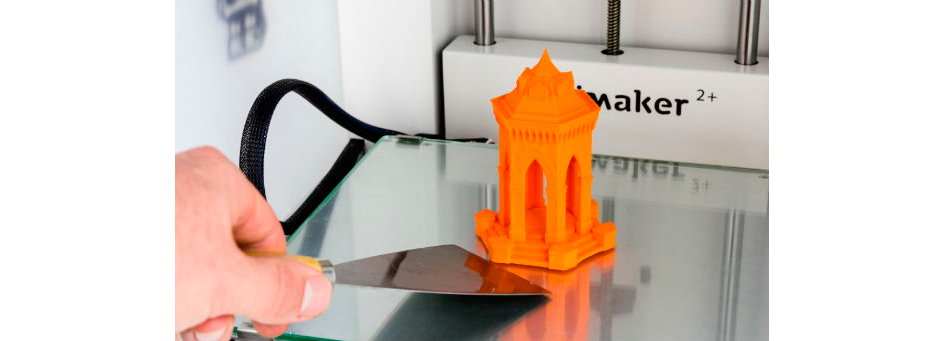
Imagen 3: Retirada de pieza impresa en 3D con espátula. Fuente: Magigoo.
No se consigue aplicar Magigoo, el adhesivo no fluye
Magigoo cuenta con una válvula con resorte en el aplicador, lo que significa que al aplicar Magigoo hay que presionar el aplicador contra la base de impresión para que se active y salga el material adhesivo. Se debe tener en cuenta que el sello de la válvula tiene que romperse cuando se utiliza por primera vez Magigoo, lo que puede requerir ejercer un poco más de fuerza la primera vez.
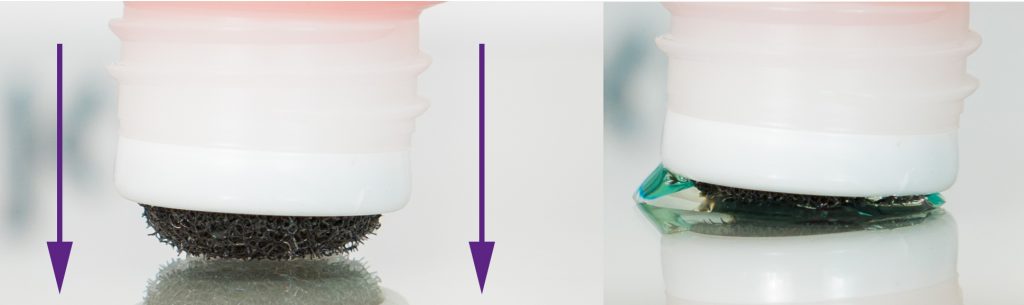
Imagen 4: Cómo presionar la punta de Magigoo para activar la válvula del aplicador. Fuente: Magigoo.
También se debe tener en cuenta que después de largos periodos de inactividad o si el producto no se cierra correctamente, el adhesivo residual que queda en la punta de espuma tras su uso puede solidificarse y obstruir la boquilla. Esto se puede desatascar fácilmente mojando la punta de espuma con un poco de agua.
Bajo ninguna circunstancia se deben presionar los lados de la botella con fuerza, puesto que el aplicador puede desprenderse, ocasionando la salida de todo el contenido del producto.

Imagen 5: No apretar con fuerza los laterales del envase. Fuente: Magigoo.
¿Se puede reutilizar la misma capa de adhesivo en varias impresiones?
Para conseguir los mejores resultados de impresión y la mayor fiabilidad al imprimir en 3D, siempre se recomienda volver a aplicar Magigoo antes de cada impresión, especialmente cuando se utilizan materiales de alto rendimiento como PC, ASA, PEEK y Nylons reforzados.
La aplicación previa a cada impresión asegura los mejores resultados y ayuda a evitar impresiones 3D fallidas relacionadas con la adhesión de la primera capa.
El aplicador de Magigoo está dañado
En algunos casos, la punta de aplicación de espuma puede desgastarse o romperse. Se debe tener en cuenta que la vida útil de la punta de espuma se reduce considerablemente si aplica Magigoo en una base de impresión que esté a más de 40 °C.
La vida útil de la punta de espuma también se reduce si la espuma está sucia o si el pegamento se deja secar en la punta de espuma.
Cómo se debe almacenar Magigoo
Se recomienda almacenar el producto en posición vertical, en un lugar fresco y oscuro. El tapón de rosca debe estar bien cerrado cuando no se utilice y el aplicador debe mantenerse limpio, libre de cualquier residuo de pegamento o polvo.
De esta forma se alarga la vida útil del producto y se asegura su óptima aplicación.
Limpieza previa a la aplicación de Magigoo
Es recomendable asegurarse de que la base de impresión esté libre de polvo, residuos, productos de adhesión anteriores y aceites. La limpieza con agua debería ser suficiente, pero si el agua no es suficiente, se recomienda utilizar un limpiador de impresoras 3D FDM.
Vídeo 1: Cómo utilizar Magigoo. Fuente: Magigoo.
Con estas recomendaciones se pueden solucionar gran parte de los problemas que surgen al utilizar un adhesivo como Magigoo en impresoras 3D FDM.











