
La fabricación aditiva aporta múltiples ventajas, entre ellas se encuentra la posibilidad de imprimir conjuntos de piezas en una sola impresión o geometrías complejas como lo es una rosca. No obstante, en este último caso, ese diseño de rosca no se hace para que exista la posibilidad de un ensamblaje regular ya que, al ser de plástico, pueden deformarse y perder sus dimensiones o incluso llegar a fracturarse.
Cuando se quiere fabricar un determinado tipo de piezas en el mundo de la impresión 3D, hay numerosas ocasiones en las cuales se hace necesario el uso de uniones fuertes para hacer piezas desmontables o asegurar la unión permanente de elementos de gran volumen.
Los componentes mecánicos fabricados mediante tecnologías tradicionales llegan a ser un apoyo para las piezas de fabricación aditiva. Y en el caso concreto de la unión de piezas, hay que destacar los insertos.
¿Qué son los insertos?
Una alternativa a incorporar tuercas en el medio de una impresión es utilizar insertos metálicos. Los insertos metálicos son elementos de fijación roscados que se introducen en un orificio para dotar a la pieza de la posible unión mediante rosca - tornillo.

Imagen 1: Insertos. Fuente: Filament2print.
Existen dos factores claves que se deben tener en cuenta a la hora de seleccionar el mejor tipo de inserción: la resistencia a la extracción y la resistencia al giro.
-
La resistencia a la extracción es la oposición del inserto a salirse de su alojamiento cuando se aprieta el tornillo. Este es un valor que se consigue incrementar al aumentar la longitud del inserto.
-
La resistencia al giro es la oposición a girar sobre sí mismo del inserto cuando se aprieta el tornillo. En este caso, a mayor diámetro del inserto obtendremos mayor capacidad de torsión, ya que habrá más superficie fijándose en la pieza.
De forma genérica se tendrá en cuenta factores como el diámetro y el tamaño del inserto (aspectos para los cuales es necesario acudir a la ficha técnica del fabricante). Y materiales, tanto del inserto como del plástico donde se vaya a realizar la instalación. Existe una gran variedad de insertos para colocar en cualquier tipo de material; ya sean para metal, madera, plásticos u otros similares. El material más común en la fabricación de los insertos es el latón, aunque también están apareciendo otros materiales como acero inoxidable (resistente a la corrosión) o aluminio (menor peso).
Para FDM (al fabricar con materiales termoplásticos) casi cualquier inserto sería apto, pero al fabricar mediante SLA (que utiliza materiales termoestables y, por tanto, una vez impresos no pueden ser modificados por calor o presión) solo podrían instalarse insertos autorroscantes o helicoil.
Es muy importante recalcar que pese a que en FDM se pueda emplear un inserto fabricado en casi cualquier tipo de material, el procedimiento de colocación de ese inserto siempre va a ser más problemático que en piezas de SLA. Esto es debido a la no isotropía de la pieza, la cual provoca que frente a un inserto colocado en frío, la presión sea tal que la pieza se delamine.
Existen muchos tipos de insertos, y la clasificación común es de acuerdo a su forma de inserción.
Tipos de insertos
Inserción mediante calor: Los insertos por calor son utilizados con materiales termoplásticos, los cuales se funden a temperaturas bajas. El modo de empleo es muy sencillo y sólo requiere disponer de un soldador de calor u otra fuente de calor (Modifi3D Pro), que por contacto mediante transmisión de calor provoque el calentamiento del inserto. Para colocar este tipo de insertos, se debe contar con un orificio en la pieza cuyo diámetro sea ligeramente inferior al diámetro exterior del inserto. Utilizando una herramienta de inserción, y controlando la presión (porque es posible derretir la pieza en los alrededores del orificio), se debe presionar el inserto sobre el borde del agujero para que éste dilate el plástico. El inserto quedará atrapado entre las fibras del plástico cuando éste se enfríe. El inserto estará en la posición adecuada cuando ambos bordes, pieza e inserto, se encuentren al mismo nivel. Con una correcta colocación de este tipo de insertos se puede obtener una resistencia a tracción de 15 Kg y una resistencia a torsión de 2.5 Kg. Además, los insertos roscados mediante calor tienen ambos orificios abiertos por lo que pueden considerarse pasantes, implicando que la longitud del insertos no será una limitación aunque el tornillo a roscar deba introducirse con una profundidad mayor a la longitud del propio inserto.

Imagen 2: Inserto por calor. Fuente: Filament2print.
Presión: Los insertos por presión, o remaches, necesitan un agujero con su mismo diámetro. Su instalación es muy sencilla pues, como cualquier remache, simplemente se deberá ejercer presión sobre ellos con una herramienta de compresión. Como en el caso anterior, el inserto estará en la posición adecuada cuando los dos bordes están al mismo nivel. Es muy importante tener en cuenta que en la instalación, los insertos deben presionarse adecuadamente ya que las piezas pueden aplastarse cerca de los orificios.
Auto-roscantes: Para ciertos materiales empleados en la impresión 3D SLS y de resina que funden a temperaturas muy altas o no presentan un comportamiento estable al calentarse, los insertos auto-roscantes resultan ideales. Caracterizados por contar con una rosca interna y otra externa que facilitan su instalación en la pieza, estos insertos se colocan empleando una herramienta de roscado tipo ensat. La pieza debe fabricarse con un orificio que tenga el mismo diámetro nominal del inserto, ya que éstos al irse instalando van creando una rosca sobre el plástico, resultando en un conjunto que puede ser sometido a esfuerzos mucho más grandes en comparación a los insertos de calor. Además este tipo de insertos son de acero inoxidable, material que ofrece una gran resistencia al desgaste y a entornos agresivos.
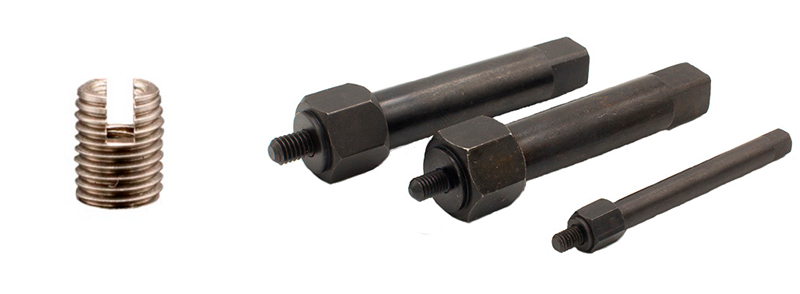
Imagen 3: Inserto auto-roscantes y herramienta. Fuente: Filament2print.
Helicoil: Al igual que los insertos auto-roscantes, los insertos helicoil también cuentan con 2 roscas y presentan un mismo funcionamiento. El agujero en la pieza debe contar con una dimensión según indique la norma del helicoil seleccionado. Para colocar el inserto, en primer lugar debe generarse la rosca dentro del agujero con un macho de roscar y luego se instala mediante una herramienta. Para acabar, se romperá la pequeña pestaña, situada en en la zona inferior del inserto, que funciona como tope para el útil de instalación. Si bien es verdad que estos insertos no son económicos, la apariencia y practicidad resultan notables.
Recomendaciones
Con respecto al diámetro de los agujeros, se debe tener en cuenta que al imprimirse la pieza van a existir variaciones dimensionales entre el diseño 3D y ella, por lo tanto al diseñar los agujeros será necesario aplicarles una tolerancia. Además, el agujero debe tener una longitud suficiente para la instalación del inserto, teniendo también en consideración la longitud extra que debe sobresalir del tornillo. Otra cosa a tener en cuenta relacionada con el diseño es el espesor de pared; procurando aplicar valores lo suficientemente altos para que a la hora de mecanizar el agujero, este no entre en el infill de la pieza.
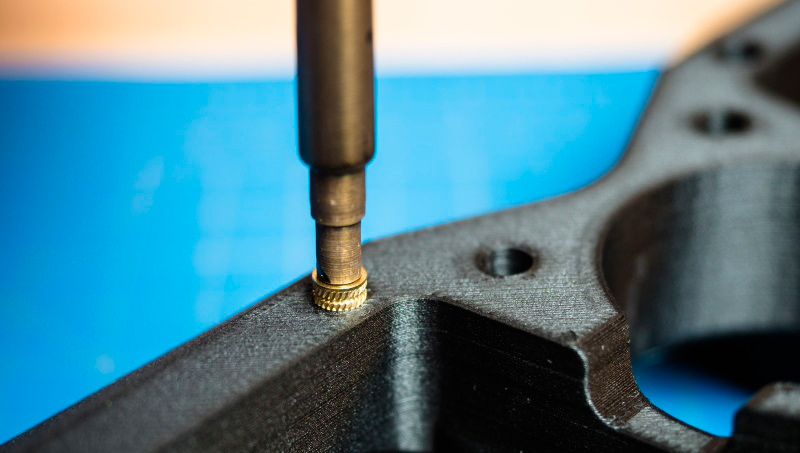
Imagen 4: Colocación inserto por calor. Fuente: Markforged.
En cuanto a la instalación es muy importante asegurarse de ciertos aspectos tales como la colocación y la velocidad de la operación. Siempre hay que procurar que el inserto se encuentre, en la medida de lo posible, centrado y perpendicular al agujero. Esto aplica tanto a insertos por calor, presión o roscados dado que su colocación puede provocar un trasroscado y dañar la rosca o incluso resultar en una posterior inserción errónea del tornillo de unión. Tener en mente que las piezas están fabricadas en plástico y que el inserto es un elemento metálico son factores que afectarán a la velocidad de instalación, ya que la dureza del metal puede dañar las piezas impresas. Es por esto que la velocidad deberá controlarse de forma que no dañe las paredes del agujero.
Como se sabe, la impresión 3D está en plena evolución y soluciones como esta son las que marcan la diferencia a la hora de obtener piezas con mayor complejidad y que respondan de forma más exacta a las necesidades de la industria.











