In diesem Artikel werden wir besprechen, was Strömung ist und wie wichtig sie im 3D-Druck ist. Außerdem wird erklärt, wie Sie diesen Parameter kalibrieren, damit der 3D-Drucker die bestmöglichen Ergebnisse liefert.
Ablauf eines 3D-Druckers
Der Durchfluss ist die Menge (genauer gesagt das Volumen) des Filaments, das durch den Extruder fließt, abhängig von den gewählten Druckparametern, um ein Modell herzustellen. Die Berechnung des Durchflusses erfolgt automatisch durch den 3D-Drucker, basierend auf den vom 3D-Druckerhersteller für den Extrudermotor eingestellten Steps/mm, abhängig vom Durchmesser des Filaments und dem Durchmesser des Düsenausgangs.
So kalibrieren Sie Ihren 3D-Drucker beim Wechsel des Extruders
Wenn der Extruder geändert oder modifiziert wird, z. B. für einen E3D Titan Aero, müssen die Extrudermotorschritte/mm angepasst werden.
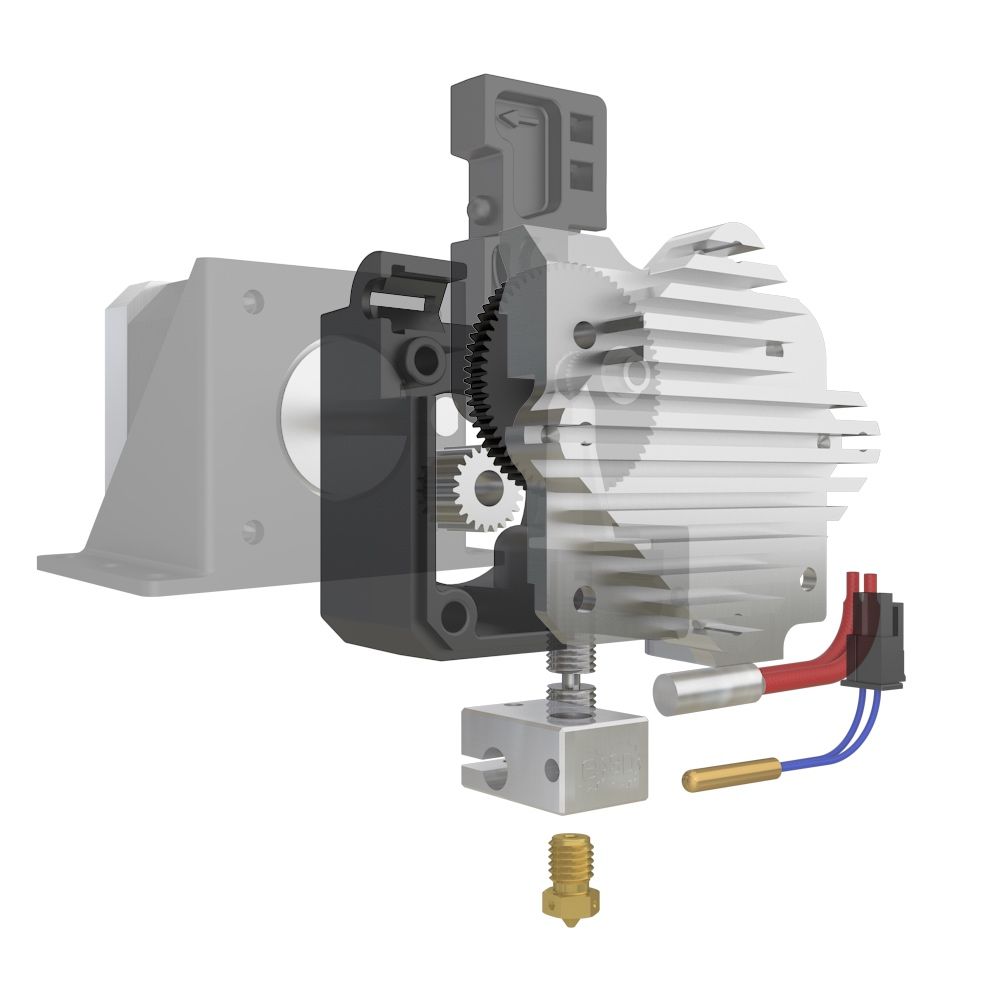
Bild 1: E3D Titan Aero Extruder. Quelle: E3D
Als erstes muss man wissen, wie viele Steps/mm der 3D-Drucker verwendet. Dies spiegelt sich im Teil "Steuerung>Bewegung>Extruder" wider, in diesem Fall ist der Wert 104,5 Schritte/mm.
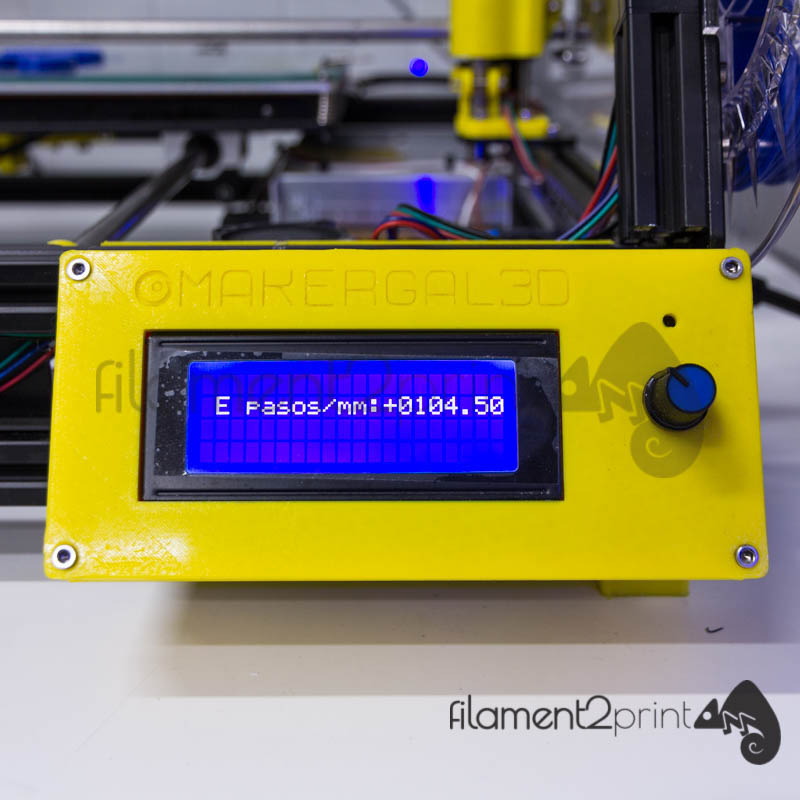
Bild 2: Extruder Schritte/mm
Es werden zwei Markierungen auf dem Filament angebracht, die 20 mm und 25 mm vom Start des Extruders entfernt sind.

Bild 3: Markierungen auf dem Filament zur Berechnung der richtigen Anzahl von Steps/mm
Das Filament wird in der Bewegungssektion 20 mm vom Steuerbildschirm entfernt bewegt.
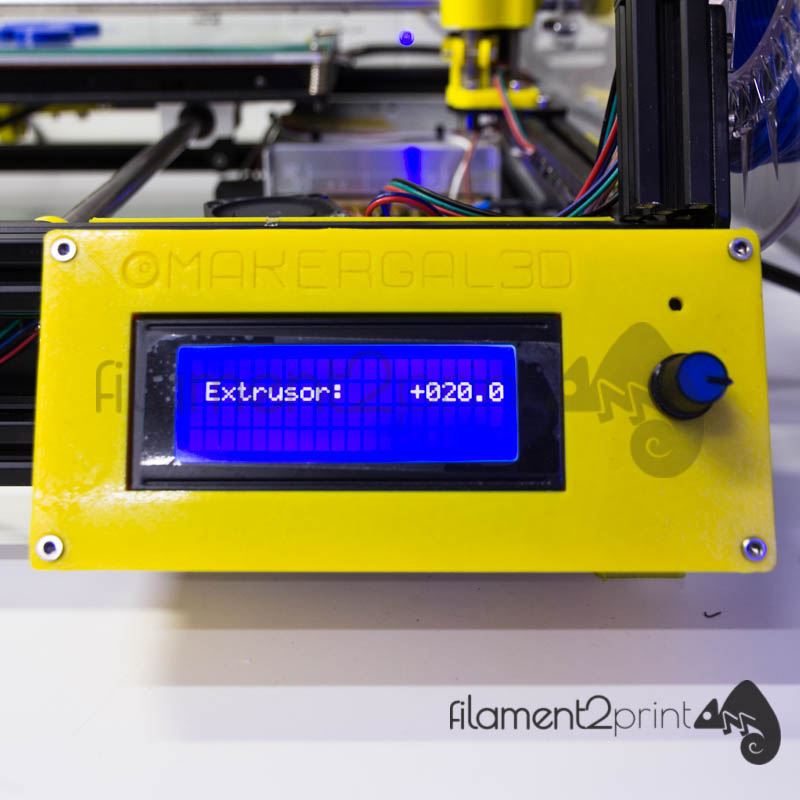
Bild 4: Bewegen des Filaments um 20 mm
Dann wird geprüft, ob die Verschiebung des Extrudermotors korrekt ist. Wenn dies nicht der Fall ist, wird der Fehler mit einem Messschieber gemessen, um ihn zu korrigieren. Mit allen vorherigen Daten und unter Verwendung der folgenden Formel erhalten wir die korrekten Schritte/mm für den Extrudermotor.
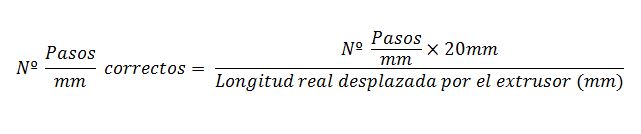
Bild 5: Formel Extruderschritte/mm
Wenn die Berechnung beendet ist, ändern Sie einfach die Schritte/mm im Kontrollbildschirm und speichern Sie die neuen Daten.
Andererseits haben alle 3D-Laminierungssoftwares einen Bereich, in dem Sie die Fließmenge (Fließverhältnis) ändern können, da sich die Dichten zwischen den verschiedenen Materialien, die in der Welt des FDM/FFF-3D-Drucks existieren, ändern. Dieses Verhältnis ist sehr wichtig, um sowohl die gewünschte Oberflächengüte als auch die realen Abmessungen des CAD-Entwurfs zu erreichen, da es sonst sehr schwierig wird, Teile zu fertigen, die zusammenpassen oder mit anderen verbunden sind.
Bevor Sie den Fluss einstellen, sollten Sie den 3D-Druck korrekt einrichten
Bevor wir Ihnen erklären, wie Sie den Parameter Durchflussrate einstellen, möchten wir Sie an eine Reihe von Tipps erinnern, die Sie vor dem 3D-Druck immer beachten sollten. Überprüfen Sie immer den Zustand der Düse, dass sie keinen übermäßigen Verschleiß der Spitze aufweist oder innen und außen verschmutzt ist. Überprüfen Sie, ob die Extrusionstemperatur der Empfehlung des Filamentherstellers entspricht, denn wenn diese Empfehlung nicht eingehalten wird, ist die Durchflusskalibrierung unwirksam und Sie werden nie ein gutes Ergebnis erhalten. Schließlich, und das ist vielleicht das Wichtigste, muss die Basis gut nivelliert und kalibriert sein, damit das gedruckte Modell keine Maßabweichungen in der Achse parallel zur Druckbasis (z-Achse) aufweist.
Würfeltest zur Einstellung der Druckflussrate
Um den Parameter Durchfluss einzustellen, muss der Würfeltest durchgeführt werden. Dieser Test besteht darin, einen Hohlwürfel ohne die Oberseite zu drucken, um zu prüfen, ob die Dicke der Seitenflächen mit der des Designs übereinstimmt.
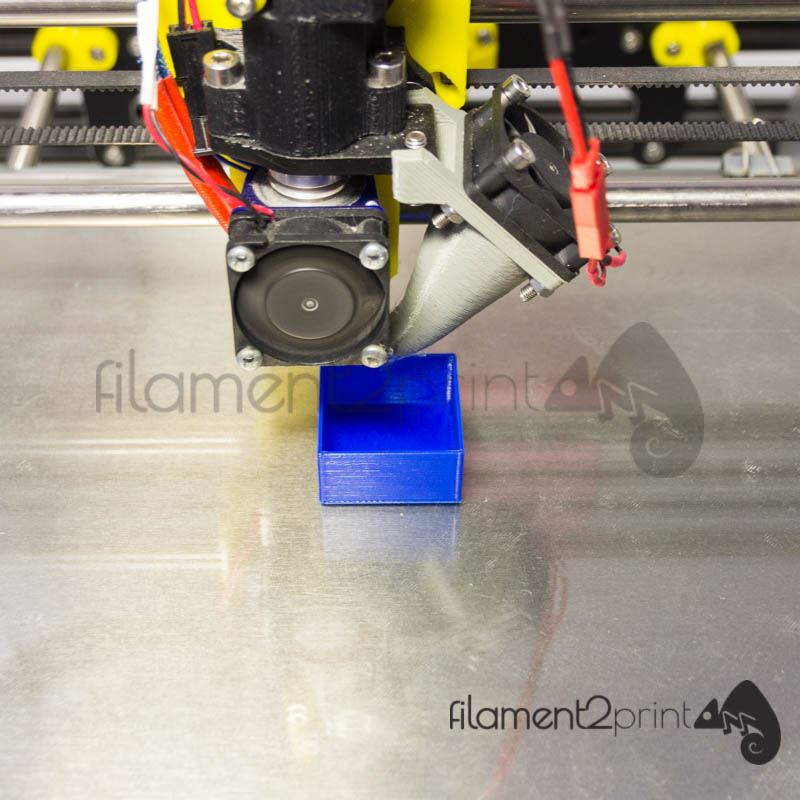
Bild 6: Durchfluss-Kalibrierwürfel
In unserem Fall haben wir einen Würfel mit einer Seitenflächendicke von 0,80 mm gedruckt, entworfen von 3D_MaxMaker, den Sie auf Thingiverse finden. Die Druckparameter sind: 0,40 mm Düse, 0,80 mm Schichtbreite (um zwei Außenschichten zu erzeugen und die Messung genauer zu machen) und 100 % Durchfluss.

Bild 7: Bei einer Durchflussrate von 100 % ist der Würfel überdimensioniert.
Durch die Verwendung von PLA mit einer Flussrate von 100 % (empfohlen 90 %) haben wir ein Maß von 0,88 mm erhalten, das deutlich überdimensioniert ist. Um diese Abweichung zu korrigieren, werden wir die folgende Formel anwenden:

Bild 8: Formel zur Berechnung des erforderlichen Extrusionsflusses für ein beliebiges Material
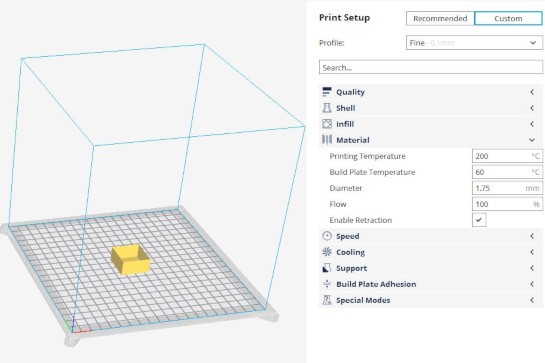
Sobald die neue Durchflussrate (90 %) erreicht ist, muss nur noch der Parameter in der verwendeten 3D-Laminiersoftware, in unserem Fall Cura 3D, geändert werden.
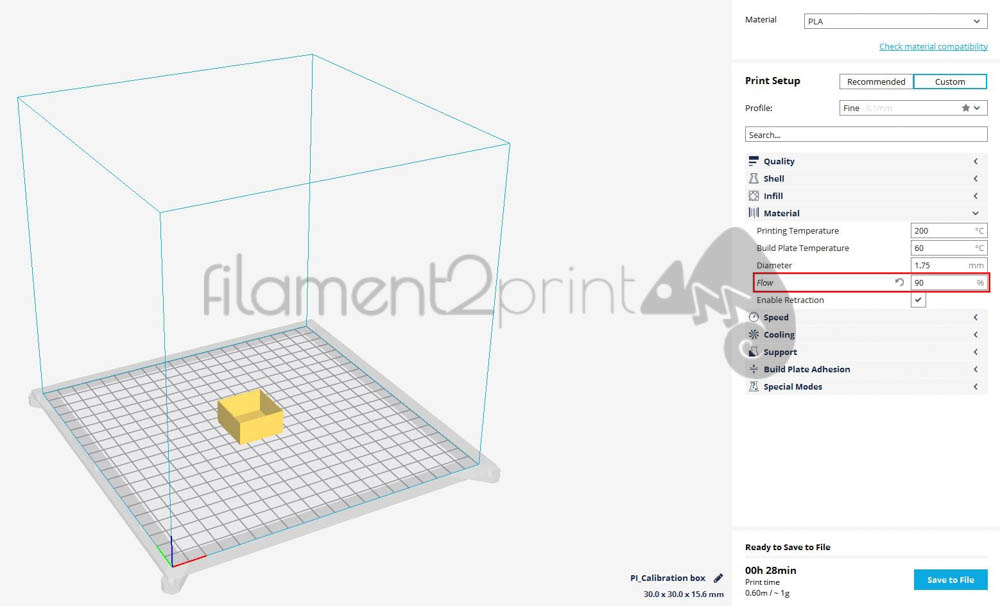
Bild 9: Ändern Sie die Flussrate auf 90 %.
Und drucken Sie den Würfel erneut aus, um zu prüfen, ob die mit dem neuen Durchflussverhältnis erhaltenen Messungen korrekt sind.

Bild 10: Korrekte Messungen bei der Berechnung der erforderlichen Durchflussmenge für die PLA
Wie wir bereits erwähnt haben, ist die Dichte der im 3D-Druck verwendeten Materialien nicht gleich, daher ist es ratsam, für jedes Material und jeden Hersteller diese Anpassung vorzunehmen.
Durch die Durchführung dieses einfachen Korrekturprozesses gewinnen alle erstellten 3D-Drucke sowohl an Oberflächenqualität als auch an Maßhaltigkeit.
Zusammenfassend lässt sich sagen, dass der Fluss einer der am meisten vergessenen Parameter im FDM-3D-Druck ist, obwohl er einer der wichtigsten ist, um erfolgreiche Teile zu erhalten.












Bonsoir Merci pour votre commentaire je ne peux pas avoir axer a leeprom dans repetier et pronterface non plus si vous avez une solution merci Cordialement Dominique
Envoyez-nous votre problème en détail à la section contact. Salutations
Buen articulo. Lo primero que deberíamos de hacer siempre antes de empezar a imprimir una pieza es hacer calibraciones de flow, hay mucha diferencia entre filamentos de distintas marcas. Saludos!
Cuál será el orden correcto? Yo diría el siguiente. Cubo XYZ, Retracción Torre de Temperatura, Flujo.
Hola, creo que hay un error en el párrafo inferior a la imagen 6, el ancho de capa debería ser 0,4 mm y no 0,8 como dice.
Buenos dias, después de ajustar el flow, las paredes si que miden 0,8 pero el cubo deja de medir 20x20 para medir 19,8 o cosa así. Es normal? hay algo mas que ajustar?
Creo que tendrás que ajustar mínimamente el flow con este nuevo valor y aplicando la misma fórmula. Paso 1. 100% flow - (0.8mm y la impresión real) --> Flow1 Paso 2. Flow1 - (20 mm y la impresión real 19.2) --> Flow nuevo ... A la segunda o la tercera estaremos con el valor de flow perfecto.
Mi respuesta anterior no es correcta, está mal razonada.
Yo imprimo cubo de calibración y de altura me da los 20 mm pero en eje x, y me da 17 mm, ya calibre los pasos y la correa está ok.. Que podría ser? Ya no se que más ajustar
A mi me pasa que pongo a calentar el pla y automaticamente comienza a salir por la boquilla plastico, eso me afecta la retracción he cambiado la retraccion y no ha funcionado, cambie la temperatura y tampoco, he cambiafo el flujo a 90 y tampoco obtuve resultados, cambie el nozzle y tampoco es eso, es una anet a8, parece un problema tonto pero a causa de eso todo lo que imprimo lo hace con retraccion, he llegado a cambiarle el motor E, pero ya nose como solucionarlo, algun consejo?
Hola Lucía. Probablemente no es un problema de configuración, sino de rendimiento térmico del hotend. Para evitar el goteo durante el calentamiento es importante que la zona fría y caliente del hotend estén bien definidas. Si aplicas un poco de pasta térmica en la unión del heatbreak y el disipador probablemente mejore el problema. Además, asegúrate de que el ventilador que refrigera el hotend funciona correctamente.